「見積もりの金額がいつも高くて困る…」「もっと安く鋼板を切断できないか?」そんなお悩みを抱える皆さんへ!この記事では、シャーリング加工のプロである弊社が、鋼板の切断コストを最小限に抑え、生産性を向上させる秘訣を徹底解説します。
最適な加工方法と正確な見積もりで、貴社の鋼材コストを劇的に改善するヒントが満載です。気軽に読める内容なので、ぜひ最後までご覧ください。
シャーリング加工とは

シャーリング加工は、鋼板やステンレス、アルミなどの板材を直線に切断する加工方法です。専用の機械で一気に切断するため、レーザー加工と比較して迅速かつ低コストで加工が可能な点が最大の特徴です。
シンプルな加工だからこそ、材料費や納期の削減に直結し、コストダウンに貢献します。複雑な曲げや溶接を伴わない切断において、この加工は非常に有効な選択肢となります。
シャーリングの基本
シャーリングは、板金を上下の刃で挟み込み、圧力をかけて切断する加工方法です。主に金属板の直線的な切断に用いられ、高い生産性と比較的きれいな切断面が得られるのが特徴です。
シャーリングのメカニズム
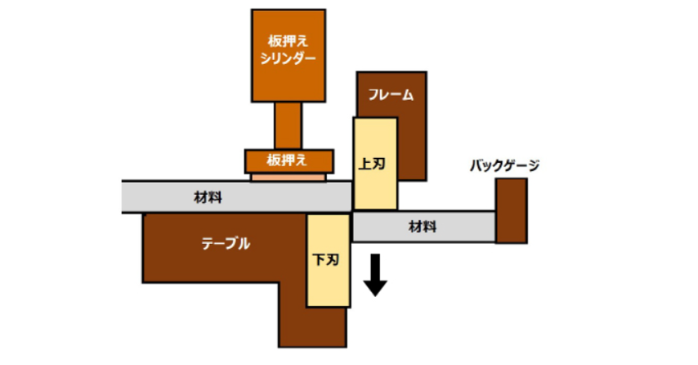
シャーリング加工は、簡単に言うと「ハサミで紙を切る」のと同じ原理で金属板をせん断(切断)する技術です。具体的には、上下に配置された2枚の刃(ブレード)で金属板を挟み込み、上側の刃を下降させることで、金属板に強いせん断力を加えて切断します。
仕組みの詳細
| 工程名 | 説明 |
| 材料のセット |
鋼板、ステンレス板、アルミ板などの金属板をシャーリングマシンのテーブル上に置きます。 バックゲージという位置決め装置を使い、正確な切断位置に合わせます。 |
| クランプ(押さえ) |
材料がズレたり浮いたりしないよう、クランプ装置で金属板をしっかりと固定します。 |
| ブレードの下降 |
マシンの油圧や機械的な力で、上側のブレード(刃)が降りてきます。 上刃は下刃に対し、最適な隙間(クリアランス)と傾斜(レーク角)が設けられています。 |
| せん断 |
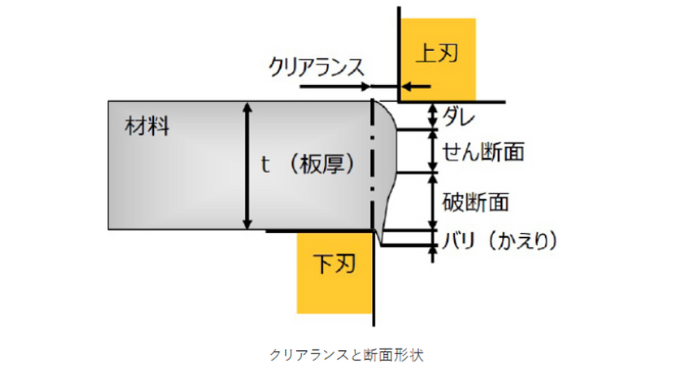
上刃が下降し、材料を押しつぶすように下刃との間で強いせん断力を生み出します。この力が材料の強度を超えると、材料は変形し、最終的に割れて切断されます。 切断面には「ダレ」「せん断面」「破断面」「バリ」といった特徴的な部分ができます。 |
| 切断完了 |
材料が完全に切断されると、上刃は元の位置に戻り、切断された材料が排出されます。 |
クリアランスとバリのイメージ図
シャーリングの種類と対応材料
シャーリングの種類によって、対応できる材料と厚みは異なります。一般的な目安を以下に示します。
| シャーリングの種類 | 対応材料 | 対応可能な厚み | 特徴 |
| 機械式シャーリングマシン | 軟鋼、アルミ、銅、真鍮 | 目安として6mm以下。 | 加工速度が速く、メンテナンス性に優れています。薄板の加工に適しており、一般的に6mm以上の厚板には向きません。 |
| 油圧式シャーリングマシン | 軟鋼、ステンレス、アルミ、銅、真鍮。高張力鋼板などにも対応できます。 | 薄板から厚板まで幅広く対応可能。6mm以上の厚板の切断にも適応。 | 機械式より加工速度は遅いですが、加圧力が安定しており、振動や騒音が少ないです。厚板の切断に適しており、刃の寿命も長いです。 |
| 足踏みシャーリングマシン | 鉄、アルミ、銅、真鍮などの比較的柔らかい金属板。鋼板(ステンレスなど)やピアノ線は不向きです。 | 薄板(1.0mm~5mm程度)が主。一般的なもので1.0mm~1.2mm程度 | 足元に設置されたペダルを踏んで刃を上下させる人力のシャーリングです。価格が低いため、薄板の加工や、コストを抑えたい場合に適しています。 |
| サーボシャーリングマシン | 軟鋼、アルミ、ステンレス、非鉄金属、プラスチック | 比較的薄板~中板が主流。軟鋼・アルミで3.5mm、ステンレスで2.0mm程度のものが見られます。 | 無負荷時の速度を速く、加工時の速度を遅くするなど、効率的な加工が可能です。騒音や振動が少なく、非鉄金属やプラスチックの切断にも適しています。 |
| 空気圧式シャーリングマシン | スチール、アルミ、ステンレス | 比較的高速・高精度な切断が必要な場合に使われます。シャーリングとしては0.6mm~6.5mm | 空気圧を動力源としています。高速かつ高精度な切断に適しており、硬度や強度の高い特殊な板材の切断にも用いられます。 |
| コーナーシャー | アルミ、軟鋼、ステンレス | ステンレスで6mm厚、軟鋼材で9mm | 材料の角(コーナー)部分に切り欠きやせん断を行うための機械です。V字型や直角に角をカットでき、箱型の製品などを作る際に使用されます。 |
| バイブロシャー | 一般構造用圧延鋼、ステンレス鋼、チタン、銅、アルミ、高張力鋼など | 10mm程度の板厚まで加工できる場合が多いです。厚板向けでは30mm(ステンレスは25mm)、スクラップ切りでは60mmまでの実績もあります。 | 刃を振動させて材料をせん断する機械です。直線的な切断だけでなく、曲線でのせん断も可能です。 |
| アリゲーターシャー | I形鋼、山形鋼、パイプ、異形棒鋼、丸棒、角棒、ケーブル、プレート、チューブ、その他の金属スクラップなど。 | せん断厚さで10mm~60mm、最大切断能力85mmといった重厚なものまであります。 | 蝶番で連結された顎のような形状の刃で金属を切断します。主にI形鋼、山形鋼、パイプ、異形棒鋼などの長尺材やスクラップ金属の切断に用いられます。 |
| ベンチシャー | 鉄板、鋼板 | 1.0mm~9.0mm程度の鋼板の切断 | 作業台に設置して使用するシャーリングで、レバー機構で機械的な利点を増やします。中サイズの板金から大まかな形状を切断するのに使われます。 |
| ロータリーシャー | 冷延鋼板、アルミニウム、ステンレス、熱延鋼板 | 0.1mm~9mm程度の板厚に対応するラインや、薄板で0.15mm~2.0mm、厚板で最大12mmまで対応する機種もあります。 | 回転する刃で金属を切断します。幅広い鋼板や厚板の切断に適しており、連続的な生産が可能です。 |
レーザー加工との違い
シャーリング加工は、レーザー加工と比較して特に厚板の切断に優位性があります。複雑な曲線や微細な加工はレーザー加工の得意分野ですが、直線的な切断に限ればシャーリングが圧倒的に高効率で、コストパフォーマンスに優れています。
鋼材やステンレス、アルミなどの板を迅速かつ安価に切断できます。大量生産や定尺切断において、この違いが見積もりに大きく影響し、加工コスト削減に貢献します。
相違点は次の通りです。
- シャーリング:厚板の切断に優位性があり直線的な切断に限れば圧倒的に高効率です
- レーザー加工:複雑な曲線や微細な加工は得意分野です
レーザー加工に関する見積もりはこちらの記事でも紹介されています。
正確な見積もりがコスト削減の鍵!プロが見るポイントとは

シャーリング加工におけるコスト削減には、正確な見積もりが不可欠です。鋼板のサイズや数量、材料の種類(ステンレス、アルミなど)だけでなく、製品の最終用途や必要な精度まで細かく見積もり時に伝えることです。それでは詳細を見ていきましょう。
見積もり依頼時のちょっとした工夫でコストに影響
シャーリング加工の見積もりは、見積もり時の情報で大きく変わります。単に鋼板のサイズや数量を伝えるだけでなく、製品の最終用途や必要な精度、その後の曲げや溶接といった板金加工の有無を明確にお伝えください。
詳細情報があれば、無駄な材料費を削減できます。例えば、アルミやステンレスなど材料の種類を正確に伝えることで、最適な設備と加工方法を選定し、トータルコストを抑えることが可能になります。
見積もり依頼時に伝える点は次の通りです。
- 製品の最終用途や必要な精度を伝える
- 後工程の曲げ加工、溶接、板金加工の有無を伝える
- 材料の種類を正確に伝える
正確な情報を伝えることで最適な設備を選定しコストを抑えることが可能です。
見積もりに関してはこちらの記事でも紹介されています。
リョーユウ工業にご相談ください

リョーユウ工業では、主にシャーリング(切断)加工、タレットパンチ加工、プレーナー加工、レーザー加工、曲げ加工、面取り加工、溶接加工を行っています。塗装に関しても協力会社を通じて対応することが可能です。
リョーユウ工業の技術
リョーユウ工業は、年間50,000件もの加工実績があり、幅広い素材や形状に対応できることが強みです。また、最新の設備を導入しており、高精度な加工が可能です。さらに、小ロットから大ロットまで対応できるため、様々なニーズに対応できます。
- シャーリング(切断)加工
- タレットパンチ加工
- プレーナー加工
- レーザー加工
- 曲げ加工
- 面取り加工
- 溶接加工
他社で断られた案件でも、リョーユウ工業なら解決できるかもしれません。リョーユウ工業に依頼しても駄目なら他でもできない最大の信頼をもらえる会社を目指しています。
シャーリング加工まとめ
シャーリング加工は、鋼板やステンレス、アルミなどの板材を直線に切断する、効率的でコスト効果の高い加工方法です。正確な見積もりで、板金加工全体のコスト削減と生産性向上に貢献します。