板金加工におけるバーリング作業は、打ち抜いた円柱部に雌ネジを形成することで、薄い板材料でも極めて高い接合強度を実現する必須の工法です。
この記事では、バーリングの基本原理からタッピングとの決定的な差異、製造フロー、寸法や板厚に関する設計思想、図面指示や使用工具までを体系的に解説します。
さらに、加工精度を高めるための秘訣やトラブルへの対策も紹介し、現場で品質と効率を両立させる実践的な知識を提供します。
バーリングとは?
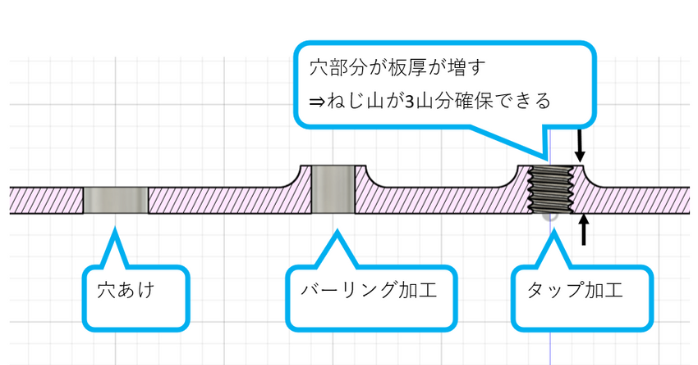
バーリング加工は、板金加工で採用される技術の一つで、主に薄い板材などの板材の穴の周囲に、円柱部を形成する塑性形成技術を指します。
これは、穴にネジ山を作る際、タップを立てるのに必要なネジの有効な長さ(板厚)が薄いため強度が不足する場合に、耐久性の強化を意図して実施されます。
バーリングの役割と効果
バーリング加工の主な役割は、薄い板材にタップを施す際のネジ山の高さを確保し、ネジ接合の締結力を向上させることです。これは薄い板厚での板金加工において必須の技術と言えます。
溶接レスで強度を持たせた ネジ穴を生産できるため、製品開発の設計自由度が大幅に向上します。
バーリング加工の主な効果は次の通りです
- ネジの締結力強化
- 溶接作業の省略
- 製品設計の自由度の向上
- 薄い板材へのタップ加工を可能にする
タップ加工との違いを簡単に解説
バーリング加工は、板材にネジ山の高さとなる円柱部を形成する技術であり、タップ加工は、その円柱部の中にネジ山を切る工程です。
一般的なタップ加工では、板厚がネジの強度に必要な寸法を満たさない場合が多いため、薄い板材にネジ接合を行う際には、まずバーリングで高さを向上させ、その上でタップを使用します。
両者は目的が異なる技術であり、必要に応じて使われます。バーリング加工とタップ加工には、使用する工具や方法に明らかな違いがあります。
使用される主な材質
バーリング加工は、板金加工で一般的に行われ、薄い板材にネジ接合の強度の強化を意図して実施されます。使用される主な材料は、加工しやすく延性に優れたものが多く、製品の応用に応じて必要な材料が選ばれます。
バーリング加工によく用いられる材料は次の通りです。
| 材料名 | 特徴 |
| SPCC(冷間圧延鋼板) | 板金加工で最も一般的に使用される材料です。延性に優れ、円柱部の形成が容易なため、バーリング加工に適しています。 |
| SECC(電気亜鉛めっき鋼板) | 防錆目的で亜鉛めっきが施されています。SPCCと同様に加工しやすく、耐久性が必要な製品に多く用いられます。 |
| ステンレス鋼(SUS304など) | 高い強度や耐食性が必要な部品に使用されますが、SPCCより硬く、加工限界に注意が必要です。 |
| アルミニウム合金 | 軽量化が必要な製品に使用されます。材料の種類によって延性が異なるため、割れの発生を考慮した設計が不可欠です。 |
バーリング加工の基本工程と手順
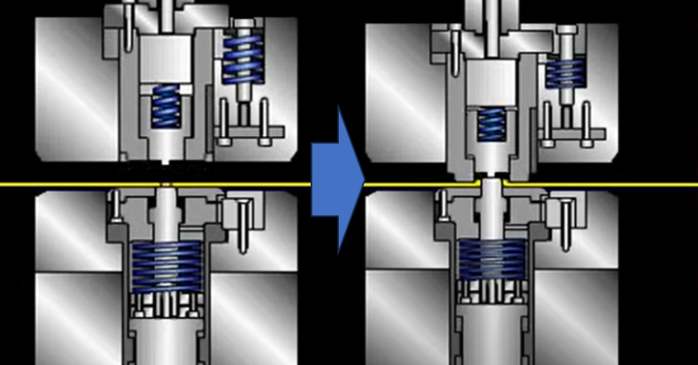
バーリング加工の工程は、一般的にまず板材にバーリングしたい穴を穴あけ機などで開け、次に金型を使用して形成を行う方法が多いです。
この穴に、バー状の金型(パンチ)の先端を下から押し上げ、板厚の材料を塑性変形させて円柱部を形成します。この作業では、必要な円柱部の高さ(バーリング高さ)と、その後に行うタップのネジ山の精度を確保するねらいが重要です。
薄い板材でもネジの締結力強化させる部品の生産を可能にする技術であり、製品設計の寸法を満たすように行われます。
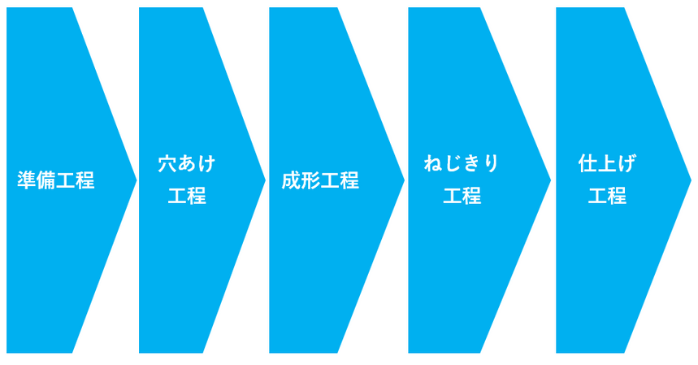
バーリング加工の工程フローと詳細は次の通りです。
| 工程 | 作業内容 | 使用工具/設備 | 考慮すべき寸法・規格 |
| 穴あけ工程 | バーリング形成のための予備穴を開ける工程。 | タレットパンチプレスのパンチ、ドリル、レーザー加工機 | 下穴径: 最も重要。板厚と材料の延性からフランジ高さが最大になるように計算(例: M4タップに対してφ3.7~3.9など、タップの種類にも依存)。 |
| 成形工程 | 下穴の周囲の材料を塑性変形させ、円柱部を形成する工程。 | 専用バーリング金型、プレス機、タレットパンチプレス | フランジ高さ: 板厚の2~3倍が限界値。ネジ山の有効長さを確保できるか確認。 |
| ねじきり工程 | 形成された円柱部の内側にネジ山を切る工程。 | 転造タップまたは切削タップ、タッピングマシン | ネジの規格: 呼び径とピッチ(例: M4x0.7)。下穴径は転造タップの使用を前提として再計算されているか。 |
バーリング前の下穴加工と準備
バーリング加工の成功は、下穴の精度に大きく依存します。予備穴あけの寸法は、形成する円柱部の高さと、板厚、使用する材料に合わせて必要なクリアランスを計算して決められます。
穴が小さすぎると材料に割れが発生し、大きすぎると必要な円柱部の高さ(ネジ山の高さ)が得られず、製品の強度が向上しないねらいを達成できません。
下記の記事は精密板金加工の加工コスト削減について詳しく書かれていますのでぜひ参考にしてください。
形成パンチによる穴の起こし方
バーリング加工では、予備穴あけされた板材に、バー状の先端を持つ形成パンチ(金型)を使用します。このパンチが下から穴を押し上げることで、板厚の材料を径方向から円周方向へ塑性変形させ、板厚よりも高い円柱部を形成します。
この方法により、薄い板材でもネジ山の高さを確保し、ネジの締結力強化が可能になります。
バーリング後のタップ加工手順
バーリング加工によって形成された円柱部は、薄い板材でもネジ山を切るのに十分な高さを提供します。この円柱部の中にタップという工具を使用し、ネジ山を形成する工程がタップ加工です。
バーリングで強度を向上させた部分に適切なネジを切ることで、高強度で確実なネジ接合が可能になります。
生産現場でのトラブルと対処法
バーリング加工の際に一般的によく発生するトラブルは、円柱部の先端に割れが生じることです。これは、下穴寸法が不適切であったり、材料の延性が低かったりする場合に多く、板厚が薄いほど発生しやすくなります。
この割れは、ネジ接合強度に大きく影響するため、下穴のクリアランスと金型の状態を確認する必要があります。
バーリングタップとは?機能と使い方の基礎知識

バーリングタップとは、バーリング加工によって形成された円柱部の内側に、ネジ山を切るために使用される工具(タップ)の種類、またはその工程を指す場合が多くあります。
一般的なタッピングと同じ方法で行われますが、薄い板材にバーリングで向上させたネジ山の高さを利用するため、高強度なネジ接合が可能です。
この技術は、板金加工において溶接を使わずに強度を必要とする部品の生産に応用され、製品設計の自由度を高めるねらいがあります。
バーリングタップの構造と特徴
バーリングタップは、転造タップが使用される場合が多く、切削ではなく塑性変形を利用してネジ山を形成する方法です。
これにより、バーリングで作られた円柱部の材料を押し付けてネジ山を形成するため、切粉の発生が無く、高強度で確実なネジ接合が可能になります。切削タップよりも強度の上がったネジ山を得るねらいで使用されます。
一般的なタップとの違い
一般的なタップ加工は、板厚に依存したネジ山しか形成できませんが、バーリング加工は、薄い板材の穴の周囲に円柱部を形成し、板厚以上の高さを持たせます。
この形成された部分にタップを行う方法を使用することで、薄い板材でも必要なネジの締結力強化させた部品の生産が可能になります。
バーリングタップの選定基準
バーリングタップの選定は、バーリング加工で形成された円柱部の材料と寸法に基づいて行います。高強度を目的とする場合は、転造タップが一般的に使用されますが、材料の延性や板厚、必要なネジの種類によって適切なタップ工具を選び分ける必要があります。転造タップは切削と比べて下穴径の設定が重要です。
タップ加工時の注意点とコツ
バーリング後のタップ加工では、形成された円柱部の形状を崩さないように注意が必要です。特に転造タップを使用する際は、必要なネジ山の精度を確保するために、下穴寸法の正確さと、タップ工具の選定が重要になります。
加工時は工具の摩耗や潤滑にも注意し、高強度なネジ接合を可能にするねらいを達成します。
バーリングの寸法・板厚・限界を正しく理解する
バーリング加工の最大の目的であるネジの締結力強化は、形成される円柱部の高さ(寸法)に依存します。この高さは、使用する板厚と材料の延性によって限界が決まります。
一般的に、板厚の2倍から3倍の高さを得ることが可能ですが、薄い板材の場合、過度な形成は円柱部の先端に割れを発生させる原因となります。
製品設計では、この限界を考慮し、下穴の寸法や金型とのクリアランスを適切に設定する必要があります。
バーリングの寸法設計の基本
バーリングの寸法設計は、必要なネジ接合強度を満たす円柱部の高さを決めることが基本です。この高さは、板厚と材料の延性に依存し、最適な下穴寸法が必要となります。
下穴径の決定は、材料の割れ発生を抑え、最大の高さを得るねらいで行われ、製品の品質を左右します。
板厚と高さ(円柱部)の関係
バーリング加工の最大のねらいは、薄い板材の板厚では不足するネジ接合強度を確保するために、板厚以上の高さ(円柱部)を形成することです。この高さは、一般的に板厚の2~3倍が限界とされ、材料の延性が高いほど長く可能になります。
下穴寸法の設計は、必要なネジ山の高さと板材の割れ発生限界を考慮して行う必要があります。
下記の記事では金属部品加工のコストと品質について書かれているのでぜひ参考にしてください。
材料ごとの限界値と実例
バーリング加工の限界は、使用する板材の材料に大きく依存します。一般的に、延性の高いSPCCなどの材料は、ステンレスなどの硬い材料よりも円柱部の高さを長く形成することが可能です。
この限界値を超えると割れが発生し、製品強度が低下するねらいがあるため、各材料の特性を理解した上で設計が必要です。
材料の種類ごとに形成限界は次の通りです。
| 材料名 | 一般的なバーリング高さの限界 | 特徴 |
| SPCC(冷間圧延鋼板) | 板厚 の2.5倍〜3倍程度までの高さ(円柱部)の創出が可能な事例が多い。 | 延性が高く、板金加工で最も一般的に使用される材料。 |
| ステンレス鋼(SUS304など) | 板厚 の2倍程度が一般的な限界とされる 場合が多い。割れを防ぐために注意が必要。 | SPCCより硬く、加工硬化しやすい特性を持つ。 |
| アルミニウム合金 | 割れに注意しつつ、薄板への応用事例は豊富だが、限界は材質により変動する。 | 軽量化が主な目的で使用される。材料の種類(合金種)による差が非常に大きい。 |
バーリング加工の図面指示と記号の書き方
バーリング加工を図面で指示する際は、可能な限り明確に記載する必要があります。タップ加工を伴う場合は、「M3バーリングタップ加工」を追記すれば伝わります。
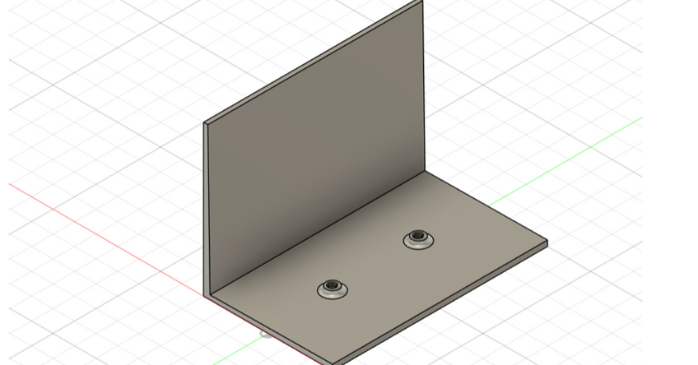
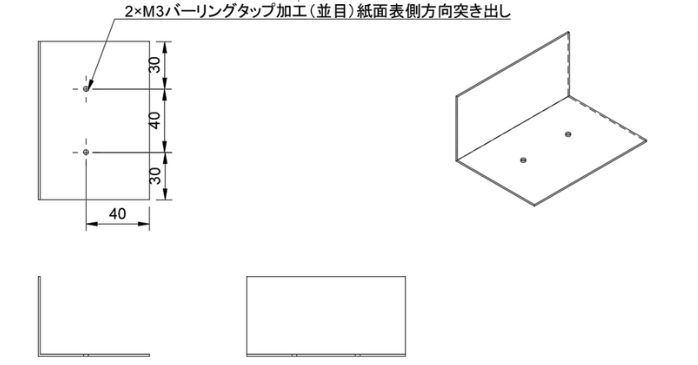
矢印方向にバーリングの穴柱部にする場合に、下記の板金部品に対して、矢印方向に「バーリングの穴柱部」と「M3の並目タップ加工」を指示する場合の図面指示を進めていきます。
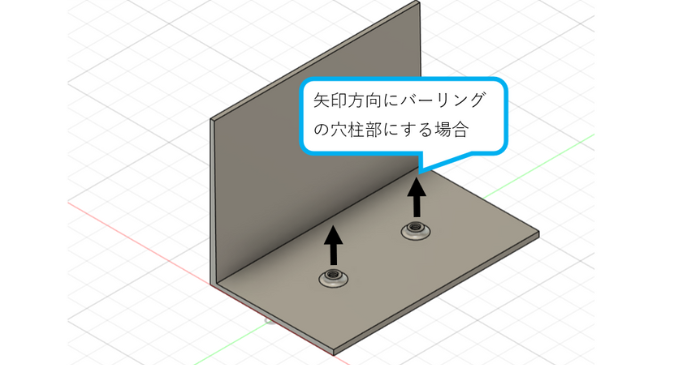
図面では下記のように「2×M3バーリングタップ加工(並目)紙面表方向突き出し」と指示すれば、どこに図面を出しても伝わるでしょう。
リョーユウ工業にご相談ください

リョーユウ工業では、主にシャーリング(切断)加工、タレットパンチ加工、プレーナー加工、レーザー加工、曲げ加工、面取り加工、溶接加工を行っています。塗装に関しても協力会社を通じて対応することが可能です。
リョーユウ工業の技術
リョーユウ工業は、年間50,000件もの加工実績があり、幅広い素材や形状に対応できることが強みです。また、最新の設備を導入しており、高精度な加工が可能です。さらに、小ロットから大ロットまで対応できるため、様々なニーズに対応できます。
- シャーリング(切断)加工
- タレットパンチ加工
- プレーナー加工
- レーザー加工
- 曲げ加工
- 面取り加工
- 溶接加工
他社で断られた案件でも、リョーユウ工業なら解決できるかもしれません。リョーユウ工業に依頼しても駄目なら他でもできない最大の信頼をもらえる会社を目指しています。
バーリング加工まとめ
本記事では、薄い板材に高強度なネジ接合を可能にするバーリング加工の基礎を、タップ加工との明確な違いとともに解説しました。
バーリングのねらいは、板厚以上のネジ山の高さ(円柱部)を形成することにあり、その成否は下穴寸法と材料の限界に依存します。
設計では、寸法設計と図面指示の正確性が不可欠であり、加工では専用金型と自動機の特性を理解し、割れやタップ不良といったトラブルへの対策が重要です。これらの知識を活用し、製品の品質と生産効率の両立を目指しましょう。