👤「ステンレスは一般的な鉄(炭素鋼)と比べて溶接が難しそう...」
こんなイメージをお持ちじゃないでしょうか。確かにステンレスには鉄とは違った特徴があり、溶接の難易度が高い材料です。知らないまま加工を進めてしまうと思わぬトラブルに発展...なんていうケースも少なくありません。
今回はステンレスの基本的な特性から溶接に潜む落とし穴と対策まで解説します。設計者は必見の内容になっていますので、ぜひ最後まで読んでいってください!
\お気軽にご相談ください/
ステンレス溶接の基本を理解しよう

ステンレスは「錆びにくい」「見た目が美しい」「耐久性が高い」といった特徴から、厨房機器や医療機器、建築部材など幅広い分野で使われています。その一方で、ステンレスの溶接は「難しい」と言われることが多く、鉄と同じ感覚で設計・加工を進めると思わぬトラブルにつながることもあります。
なぜステンレスの溶接は難しいのでしょうか?それを理解するには、まずステンレスという素材そのものの性質や、溶接時に起こりやすい現象を正しく知ることが重要です。
ステンレスの特徴と溶接で注意すべき性質
ステンレスは鉄にクロムやニッケルなどを加えた合金で、表面にできる不動態被膜によって錆びにくさを保っています。この被膜により美しい光沢を維持できますが、溶接の高熱によって一時的に破壊されるという性質があります。つまり、溶接中や溶接後の管理を誤ると、ステンレスでも錆びるということです。
また、ステンレスは熱伝導率が低いという性質があります。そのため鉄よりも溶接部に熱が集中しやすく、焼けや歪みが発生しやすい欠点があります。特に薄板を溶接する場合は、わずかな熱でも変形や波打ちが起こりやすいため注意が必要です。
さらに、ステンレスは冷却時の収縮が大きく、応力が内部に残りやすいという性質もあります。これが後の割れや腐食の原因になることもあるため、溶接条件や後処理を適切に行うことが品質維持のカギとなります。ステンレスは美しさと耐久性を兼ね備えた優れた素材ですが、「熱」との付き合い方が難しい金属なのです。
ステンレス材料(オーステナイト/フェライト/マルテンサイト)による溶接性の違い
ステンレス鋼は、大きく分けて「オーステナイト系」「フェライト系」「マルテンサイト系」の3つに分類されます。
オーステナイト系(SUS304など)は最も一般的で、耐食性や加工性に優れており、溶接性も良好です。ただし、熱膨張率が高いため歪みやすく、焼けやすい傾向があります。冷却後に割れが発生する「高温割れ」や「応力腐食」にも注意が必要です。
フェライト系(SUS430など)は熱伝導率が高く、歪みにくいのが特長ですが、延性が低く割れやすいため、溶接には慎重さが求められます。
マルテンサイト系(SUS410など)は硬度が高く、耐摩耗性に優れていますが、溶接によって硬化・割れが生じやすいという欠点があります。予熱・後熱処理が必須で、特に焼き入れ・焼き戻し処理をセットで考える必要があります。
このように、同じステンレスでも材料ごとに性質が異なるため、材料の種類に応じた溶接条件の設定と経験が必要です。材料選定の段階から溶接性を考慮することで、後工程のトラブルを減らすことができます。
ステンレス溶接の主な方法と使い分け
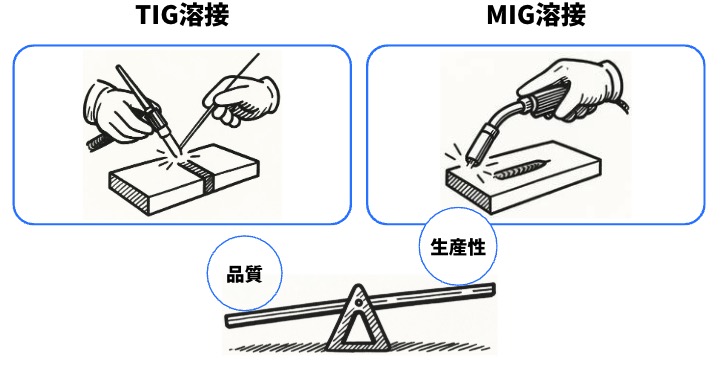
品質重視のTIG(ティグ)溶接
TIG溶接(Tungsten Inert Gas)は、タングステン電極と不活性ガス(主にアルゴン)を使って溶接する方法です。ステンレス溶接において、最も仕上がりが美しく、高品質な接合ができる技術として知られています。アークが安定しており、スパッタ(火花)が少なく、ビード(溶接線)がきれいに出るのが特徴です。そのため、外観品質が求められる厨房機器や建築部材などで多く採用されています。母材への入熱が少ないため、薄板や精密部品にも適しています。
一方で、溶接速度が遅いため、生産性は高くありません。作業者の技術力に左右されやすく、手動での溶接には高度なスキルが必要です。TIG溶接は、品質重視・見た目重視の用途に向いた方法であり、設計段階での用途の見極めがポイントとなります。
生産性重視のMIG/MAG 溶接
MIG(Metal Inert Gas)溶接とMAG(Metal Active Gas)溶接は、ワイヤーを自動で供給しながら連続的に溶接を行う方法です。自動化やロボット化がしやすく、大量生産に向いた溶接方法です。
ステンレス溶接では、主にMIG溶接(不活性ガス使用)が使われ、アークが安定しやすく、操作も比較的簡単で、作業者のスキル差が出にくいという利点があります。また、溶接スピードが速く、厚板にも対応しやすいため、重構造物や大型設備の現場でも活躍しています。
一方で、スパッタが多く発生しやすいため、外観を重視する製品、高精度を求められる薄板溶接や細部の仕上げには不向きと言えます。MIG/MAG溶接は、スピードとコストパフォーマンスを重視する現場で有効な手法です。設計段階で「見た目」より「効率」が求められる製品かどうかを判断し、適切な溶接方法を選択しましょう。
ステンレス溶接の落とし穴と対策
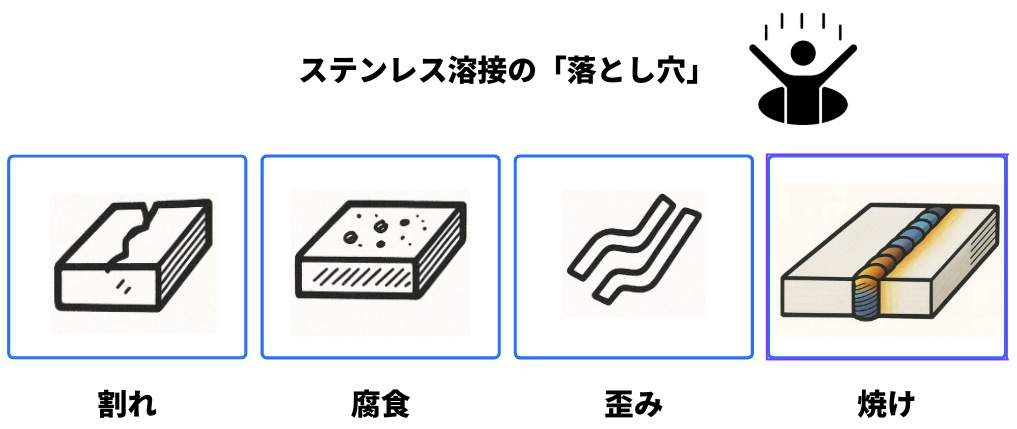
ステンレスは「錆びにくい」「見た目が美しい」「耐久性が高い」性質のある優れた金属材料ですが、その性能を十分に活かすためには溶接時の注意点を正しく理解する必要があります。特に設計者が見落としやすい落とし穴は、割れ・腐食・歪み・焼けです。これらのトラブルは、不適切な溶接条件設定や後処理など、ちょっとしたミスから発生するケースが少なくありません。
割れ(高温割れ・凝固割れ)
ステンレス溶接でよく発生するトラブルのひとつが割れです。特に高温割れ(ホットクラック)や凝固割れは、溶接直後には見えにくく、後から問題になることもあります。これらの割れは、溶接金属が凝固する瞬間に引張応力が集中し、脆くなった部分に亀裂が入ることで起こります。特にオーステナイト系ステンレス(SUS304など)は、高温強度が低く割れやすいという特徴があるため注意が必要です。
また、硫黄やリンなどの不純物が多い材料や、冷却速度が速すぎる場合も割れの原因になります。突合せ継手で開先角度が小さいと、溶け込みが浅く、応力集中しやすくなることにも留意しましょう。防止策としては、まず適切な溶接材料(低不純物・高フェライト含有率)を選定することが重要です。さらに、適正な電流設定・溶接順序・層間温度の管理を徹底し、内部応力の蓄積を避ける工夫も有効です。割れは、見た目では分からないまま納品後に発覚することもあるため、設計段階からの予防意識が不可欠です。
錆び・腐食(鋭敏化・応力腐食)
ステンレスは錆びないと思われがちですが、溶接条件によっては錆びや腐食が発生することがあります。特に注意したいのが、鋭敏化と応力腐食です。鋭敏化とは、溶接時の加熱によってクロム炭化物が粒界に析出し、耐食性が局所的に低下する現象です。これにより、本来の不動態被膜が機能しなくなり、粒界腐食を引き起こす原因となります。応力腐食とは、引張応力と腐食性環境が重なることで、微細な亀裂が進行する現象です。塩素イオンが存在する水や薬品などの環境下で、特にオーステナイト系ステンレス(SUS304など)に発生しやすいとされています。
これらを防ぐには、炭素含有量の少ないステンレス鋼(SUS304LやSUS316L)の選定が有効です。溶接熱のよる影響を最小限に抑える溶接法の選択(TIG溶接など)や、パッシベーション処理も効果的な対策となります。(※パッシベーション処理とは不動態皮膜を再形成する化学処理のこと)
適切に処理をしないとステンレスでも錆びる、という事実を念頭に、設計と溶接の両面から腐食対策を行いましょう。
熱変形・歪み
ステンレスは熱膨張率が高く、熱伝導率が低いという特性を持つため、溶接時の熱が局所に集中しやすくなります。そのため、溶接中や冷却時に歪みや反りが発生しやすい欠点があります。特に薄板を溶接する場合、わずかな熱でも波打ちや曲がりなどの形状不良が起こることがあります。このような変形は、外観品質の低下だけでなく、寸法精度や機能性にも影響します。
歪みを防ぐには、溶接順序を工夫し、左右対称に熱を入れることが基本です。また、溶接中に部材をしっかり固定できる治具を使用することも有効な対策になります。溶接電流を下げて母材への入熱を抑える、溶接速度を上げる、点付け溶接で位置決めを行うなどの技術的工夫も重要です。
さらに、加工前にあらかじめ歪みを想定した設計や板金展開を行うことで、溶接後の補正作業を軽減できます。設計の段階で熱による歪みは起こるもの、と想定し、ムリのない設計、適切な溶接方法の選択を行うことが品質確保のカギとなります。
焼け
ステンレスを溶接すると、溶接部やその周辺に青や茶色、黄色などの焼け色が現れます。これは、溶接熱によって表面の不動態被膜が一時的に破壊され、酸化膜が再形成される過程で色が変わるためです。一見すると美しいグラデーションのようにも見えますが、焼け色が残っている部分は腐食リスクが高い状態です。酸化膜が厚くなりすぎると、本来の耐食性が失われ、ピンホール腐食や孔食の原因になることがあります。
焼け色の色合いは、温度と酸素の供給量に比例して変化します。一般的に、青色 → 紫色 → 茶色 → 黄色の順に温度が低く、酸化膜が薄いことを意味します。このため、焼け色の程度を見ることで、溶接時の熱影響をある程度評価することができます。焼け色の除去には、酸洗(ピックリング)や電解研磨、ステンレス専用ブラシによる機械的除去が効果的です。
また、焼けを最小限に抑えるために、アフターガス(シールドガス)を適切に当てることが重要です。焼けは美観の問題だけでなく、腐食に直結する要素なので、製品品質への影響を慎重に見極める必要があります。
\お気軽にご相談ください/
よくある質問/Q&A
Q|ステンレスと炭素鋼の異種金属は溶接できるの?
|
A|可能です。 ただし、正しい材料選定と加工条件がそろっていないと、大きなトラブルを招くリスクがあります。ステンレスと鉄では、熱膨張率や融点、組成が異なるため、同種金属同士の溶接と同じように扱うと、割れ・腐食・強度不足につながる可能性があるため注意が必要です。そのため、バタリングや予熱などの特別な処理を行います。(※バタリングとはパンにバターを塗るように、母材ににあらかじめ両材に適合した性質を持つ溶接材料を盛ること) |
Q|ステンレスは薄板でも溶接できるの?
|
A|可能です。 ステンレスの薄板溶接は一般的に行われていますが、溶け落ちや歪み、焼けに注意が必要です。これらのトラブルを防ぐためには、まずTIG溶接などの低入熱で細かい制御が可能な溶接法を選ぶのが基本となります。電流値を低く設定し、アークを最小限に保ちつつ、一筆書きのようなスムーズな操作が求められます。 また、裏波溶接が不要な場合は、点付け→間欠溶接→連続溶接の順で進める方法も効果的です。これにより、熱の集中を分散させ、溶け落ちや変形を抑えることができます。さらに、治具を使って部材を固定し、熱による反りや波打ちを抑える工夫も有効です。小型部品や精密機器では、レーザー溶接のような極小熱源を使う方法も選択肢になります。 |
まとめ|ステンレス溶接は熱による影響に注意しよう
今回はステンレス溶接の基本と溶接方法の種類、溶接トラブルと対策について解説しました。ステンレスは、耐食性・美観・強度を兼ね備えた非常に優れた素材です。しかし、熱による影響を受けやすく、鉄よりも溶接難易度の高い金属でもあります。現場で起こりがちなトラブルの原因をあらかじめ想定して、適切な材料選定や溶接条件、後処理までを含めた設計ができると安心です。
リョーユウ工業では溶接に関する相談・改善提案も行っています。熟練のスタッフが長年の経験をもとにお客様の不安を解決します!
\お気軽にご相談ください/
金属加工の豆知識一覧に戻る