軽くて強い上、耐食性にも優れる「チタン」は、航空・医療・化学プラントなどさまざまな分野で欠かせない高機能金属です。
しかし、扱いが難しく、どの加工業者でも対応できるわけではありません。
本記事では、そんなチタン加工の基礎から、業者選びのポイントまでまとめて解説します。
チタン加工のお困りごとは、技術と実績のリョーユウ工業にご相談ください。
チタン加工|できる業者、できない業者の違いとは

チタンは高機能材料ですが、熱伝導性が低く、加工硬化しやすいなど、加工には専門的なノウハウが求められます。
そのため、金属加工会社の中でもチタン加工ができる業者、できない業者が存在します。
以下にチタン加工のポイントをまとめました。
1. 加工技術と経験
チタン加工ができる業者は、材料の特性を理解し、適切な切削条件や溶接方法を用いて加工を行います。
経験が浅い業者では、加工作業中に予期せぬトラブルが発生しやすく、品質が安定しません。
2. 設備と工具
チタンは硬く、切削工具が早く摩耗するため、専用の超硬工具やコーティングを施した工具が必要です。
溶接においても、専用の機器や無酸素環境を作るための設備が不可欠です。
チタン加工ができる業者は、適切な設備を取り揃え、素材に最適な加工方法を選定して加工を行います。
3. 素材への理解
チタンは酸化しやすく、加工中に酸素や窒素と結びつくと脆くなるため、溶接や切削中のガス管理や温度管理が重要です。
チタン加工を熟知している業者は、これらのリスクを最小限に抑えるための適切な処理を施します。
チタンのプレス加工
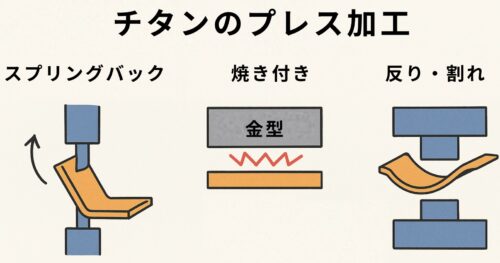
チタンのプレス加工は、ステンレスやアルミなどの汎用材料よりも加工が難しい厄介な材料です。
そのため、あらゆる加工のシーンでチタン特有の対策が必要となるのです。
スプリングバック
プレス加工においてまず問題となるのが、「スプリングバック」です。
チタンは鉄やステンレスに比べてヤング率が低く、曲げ加工後に元の形に戻ろうとする力が強いため、狙い通りの角度や寸法を出すことが難しい傾向があります。
ヤング率とは簡単に言えば「ものの変形しにくさを表す数値です」
(ヤング率が低い→変形しにくさが低い→変形しやすい)
設計通りに加工したつもりでも、寸法ずれや角度の誤差が生じやすく、修正や再加工が必要になることもあります。
焼付き
チタンは高温で焼き付きやすく、金型や工具の摩耗が早いことも課題のひとつです。
これを防ぐためには、金型材質の選定だけでなく、チタンプレス用潤滑剤や加工条件の調整、定期的なメンテナンスが不可欠です。
加工硬化
チタンは加工硬化しやすいため、複数の工程を進むごとに次第に割れやすくなるという性質があります。
そのため、加工順序や工程数の設計が重要です。
このように、チタンのプレス加工は「できる業者」と「できない業者」に分かれる領域です。
ステンレスのプレス加工に慣れている業者でも、チタンの扱いに不慣れであれば、製品不良や金型トラブルが頻発する可能性が高くなるでしょう。
当社では、過去の加工データやノウハウを活かし、スプリングバックを予測した曲げ条件や、反り・割れを防ぐ条件設定による対策をしています。
状況に応じて、切削加工やレーザー加工と組み合わせて加工を行うことで、精度・コスト・納期のバランスを取ることも可能です。
設計初期段階でのご相談は、設計の自由度を保ちつつ、量産性のある形状に仕上げるためにはとても重要です。
チタンのプレス加工で不安がある場合は、当社まで「まずはご相談」ください。
チタンの切削加工
チタンは軽量かつ高強度、さらに優れた耐食性を持つ理想的な素材ですが、切削加工の観点でも非常に扱いにくい金属と言えます。
チタンの切削加工が難しい理由は大きく3つあります
①熱伝導率が低い
切削時に発生する熱が工具の刃先に集中するため、摩耗が早く進む特徴があります。
工具寿命の低下や表面粗さの悪化、寸法ばらつきなどの不具合が生じやすくなるため、注意が必要です。
②加工硬化しやすい
チタンは加工により硬くなりやすい材料です。
切削が進むにつれて素材自体が硬化し、さらに加工が困難になる悪循環に陥ることがあります。
これにより、ビビリや面粗度の悪化、工具破損などが発生しやすくなります。
③切削抵抗が変化しやすい
チタンは弾性が高く、切削抵抗が変化しやすい特徴があります。
微細加工や薄肉形状を切削する際に問題となり、たわみや変形が生じて精度が安定しにくくなります。
これらの問題を克服するためには、経験に基づくノウハウと最適な加工条件の設定が不可欠です。
例えば当社では、以下のような工夫で対策を行っています。
・専用の超硬工具やコーティング刃具を使い、刃先の耐熱・耐摩耗性を確保する
・低速・高送りの切削条件を採用し、熱の集中と加工硬化を最小限に抑える
・加工履歴を蓄積した最適化済みNCプログラムの使用
・ワークの固定・振動対策に配慮した治具設計
当社では試作1個から対応可能で、図面や用途に応じて最適な素材選定や加工法のご提案も可能です。
量産前の試作段階で「切削で対応できるか」「精度はどこまで出せるか」「溶接や表面処理との組み合わせは可能か」など、細かな技術相談にも応じています。
部品設計の早い段階で加工業者と情報を共有し、無理のない仕様・形状に落とし込むことが後々のトラブルを防ぐカギとなります。
特にチタンのような難削材の場合は、「加工できる設計」=「失敗しない製品」につながります。
チタンの溶接加工
チタンは溶接加工の領域でも注意が必要です。
チタンの溶接は通常の金属とは異なる特別な注意が必要であり、より深い知識と経験が求められます。
チタンの弱点
酸化に弱い
チタンは高温環境下で酸化しやすく、酸化膜が発生するとその部分が脆くなり、強度が低下します。
特に溶接中に酸化することを避けるため、溶接作業には無酸素環境が必要です。
この酸化膜を防ぐために、アルゴンガスを用いたTIG溶接(アルゴン溶接)が一般的に使用されます。
アルゴンガスは不活性であり、チタンを酸素や窒素から保護することができるためです。
脆化しやすい
チタンは高温で脆くなりやすく、溶接中に酸素や窒素と結びついて脆化が進むことがあります。
このため、溶接中の環境管理が重要であり、溶接部周辺を徹底的に保護する必要があります。
適切なガス流量や圧力、そして適切な温度管理が必要になります。
熱伝導性が低い
チタンは熱伝導性が低く、溶接時に熱が局所的に集中しやすいため、熱管理が求められます。
溶接における熱の管理が不十分であると、熱歪が発生、適正アーク条件が変化し、形状不良、溶接部の強度低下の原因になります。
チタンの溶接方法
チタンの溶接は、その材料特有の加工の難しさから、TIG溶接が最も一般的に使用されています。
TIG溶接(アルゴン溶接)
TIG溶接は、チタンのような不活性金属の溶接に最適な方法です。
チタンの溶接では、溶接部を完全に不活性化するためにアルゴンガスを使用し、酸素や窒素の侵入を防ぎます。
また、溶接中の材料の過熱を防ぐため、低速・高精度の操作が可能であり、溶接ビードの美しさと高い強度を保ちます。
MIG溶接(金属不活性ガス溶接)
MIG溶接は、TIG溶接に比べて高速で溶接が可能ですが、チタンの溶接ではあまり一般的に使われません。
酸化を防ぐための管理が難しいためです。
チタンの場合でも、薄板に対しては、適切なガス管理と条件設定によりMIG溶接を利用することもあります。
EB溶接(電子ビーム溶接)
EB溶接は、高精度な溶接が求められる場合に使用される方法です。
チタンのような高価な素材や微細な部品に対して、非常に精密な溶接が可能です。
しかし、この方法は特殊な設備が必要なため、コストが高くなる場合があります。
レーザー溶接
レーザー溶接も高精度な溶接が可能な方法で、特に細かい部品や薄物の溶接に適しています。
熱影響が少なく、歪みや収縮を抑えることができるレーザー溶接ですが、溶接ビードが細くなるため、強度に対する配慮が必要になります。
溶接加工が難しいチタンでは、溶接後の検査がより一層重要になります。
当社では、強度試験や寸法検査をはじめした徹底した品質管理体制で、でき上がった製品の品質を確保しています。
まとめ
今回はチタン加工のポイントについて解説しました。
プレス・切削・溶接、どの加工シーンでも注意が必要です。
適切な素材選定、加工条件、環境管理が欠かせないため、経験豊富な業者へ依頼することをおすすめします。
当社は長年、チタン加工の実績と経験を蓄積してきました。
チタン加工でお困りの場合は、ぜひご相談ください。
お客様にとってベストな方法を提案させていただきます。