板金加工の現場で耳にすることのある「ツブシ曲げ」。しかし、その具体的な内容やメリット・デメリットについて詳しく知らない方もいらっしゃるのではないでしょうか。
この記事では、板金加工のプロがツブシ曲げの基本から、他の加工方法との比較、具体的なメリット・デメリット、そして実際の製品事例まで徹底的に解説します。ツブシ曲げの導入を検討されている方や、板金加工について理解を深めたい方はぜひ参考にしてください。
ツブシ曲げとは
ツブシ曲げとは、(ヘミング曲げとも言われ)板金を専用の金型とプレス機を用いて、文字通り「つぶす」ようにして端面を加工する曲げ加工の一種です。特に板の端を完全に折り曲げ、さらに上から圧力を加えてつぶすことで、非常に平坦で滑らかな製品の端面を形成する技術です。
ツブシ曲げ加工の基本概念
ツブシ曲げは、板金をプレス機械で加工する際の一種で、金型と材料の間に隙間を設けず、完全に密着させて塑性変形させる曲げ加工を指します。
ツブシ曲げ加工の主な目的は、材料の厚みを変えずに高精度な曲げ形状を得ることです。通常の曲げ加工と比較して、スプリングバック(曲げ加工後に材料が元の形状に戻ろうとする現象)の影響を最小限に抑え、非常に安定した角度やR(曲げ半径)を実現できます。
ただし、過度な力を加えると材料が破断したり、金型に負担がかかったりするリスクもあるため、適切な条件設定が重要です。
ツブシ曲げは板金加工の曲げ工程
ツブシ曲げは、板金加工の中でも特に高精度な曲げ加工の技術です。金型を使用し、板の端を完全につぶすこの方法は、製品の強度と見栄えを飛躍的に向上させます。特に精密板金では、ツブシ曲げが安全性と品質の実現に不可欠です。
アルミやステンレスなどの多様な材料に適用可能です。製品価値を高めるための重要な工程です。
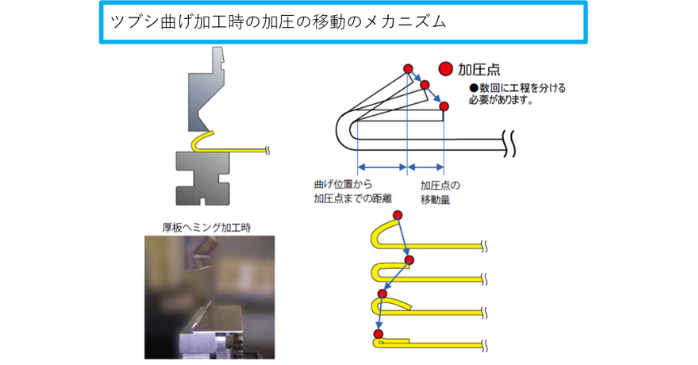
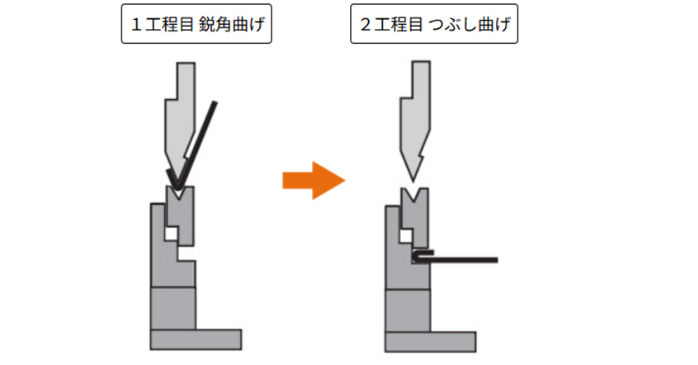
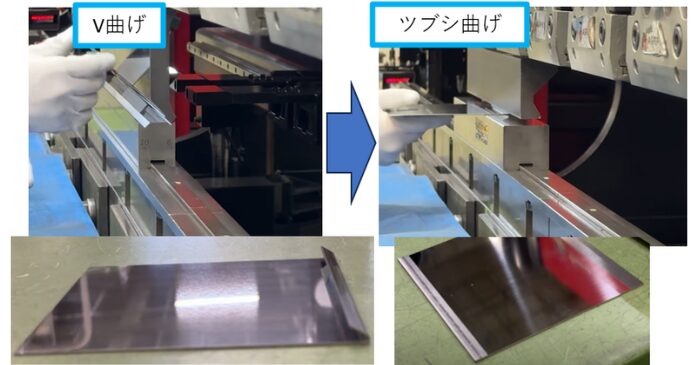
板金加工でのV曲げからツブシ曲げの流れは次の通りです。
ツブシ曲げ加工の種類
ツブシ曲げ加工には、主に4つ種類があります。
| 画像 | 種類 | 説明 |
 |
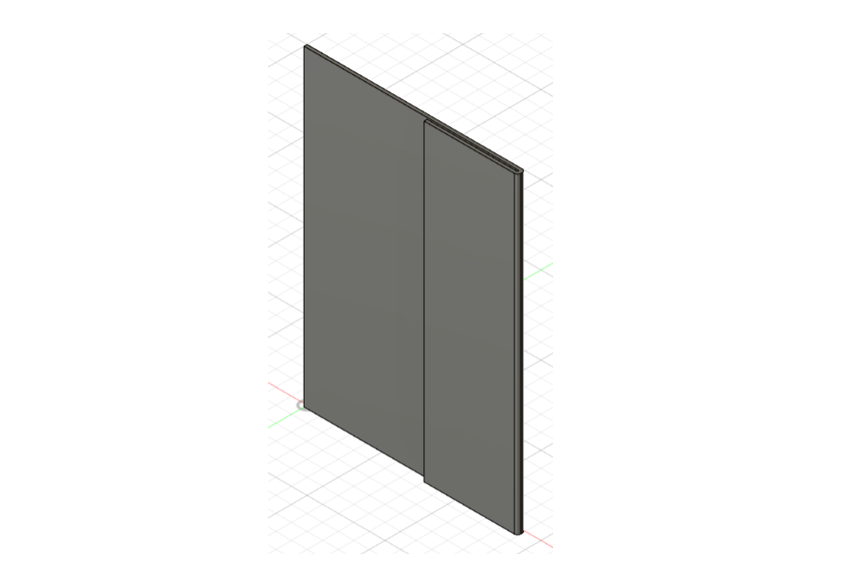
オープンヘミング | 板と板の間に隙間を空けた曲げ |
 |
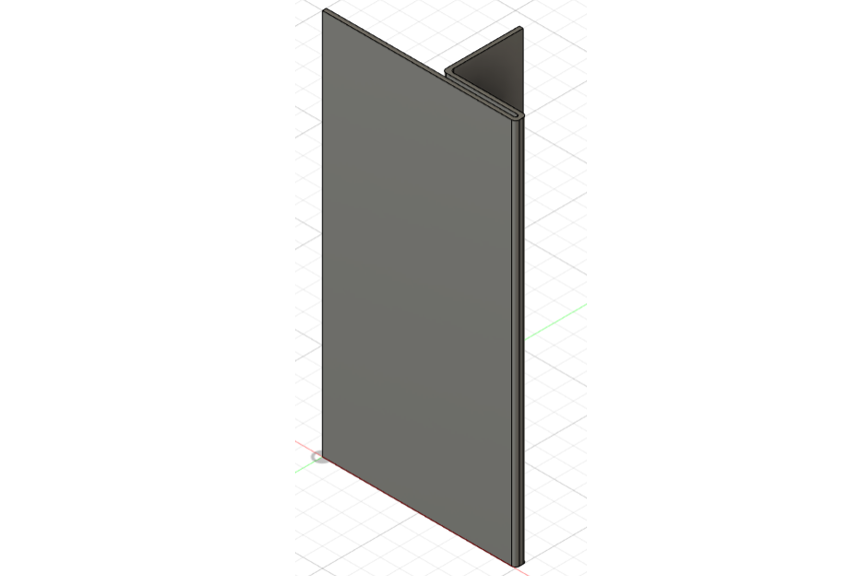
タイトヘミング | 隙間を空けずに押しつぶした曲げ |
 |
コーナーヘミング | 板の角(コーナー)を折り返し、潰して端部を閉じる曲げ |
 |
分割ヘミング | 一枚の長いヘミングを一度に行わず、途中で分割して曲げる |
板金についてはこちら記事でも解説されています。
ツブシ曲げのメリットとデメリット
ツブシ曲げには、他の板金加工方法では得られない多くのメリットがありますが、デメリットもあります。
ツブシ曲げには次のメリットがあります
- 高い安全性と見栄えの向上
- 接合部の強度向上
それではそれぞれのメリットを見ていきましょう。
①高い安全性と見栄えの向上
ツブシ曲げの最大のメリットの一つは、加工後の端面が非常に滑らかになるため、製品の安全性が向上することです。鋭利な切り口がなくなるため、使用者や作業者が怪我をするリスクを低減できます。
また、端面が綺麗に処理されることで、見栄えが格段に向上し、製品全体の品質が高まります。特に、露出する部分の多い製品や、デザイン性を重視する製品において非常に効果的です。
②接合部の強度向上
ツブシ曲げは、単に端面を加工するだけでなく、板を二重に折りたたんで密着させるため、その部分の強度を大幅に向上させることができます。これにより、外部からの衝撃や負荷に対する耐久性が増し、製品の寿命を延ばすことが可能になります。
ツブシ曲げのデメリットと対応策
多くのメリットがあるツブシ曲げですが、いくつかのデメリットも存在します。
ツブシ曲げのデメリットは次の通りです。
- 金型費用と初期投資
- 加工可能な板厚の制限
- 設計段階での検討の必要性
それではそれぞれのデメリットを見ていきましょう。
①金型費用と初期投資
ツブシ曲げを行うには、専用の金型が必要になります。特に複雑な形状や特殊な寸法の製品の場合、オーダーメイドの金型を製作することになり、初期コストが高くなる傾向があります。
しかし、大量生産を前提とした製品であれば、長期的に見ればコストメリットは大きいです。
②加工可能な板厚の制限
ツブシ曲げは、板の厚みによって加工の難易度が変わります。非常に厚い板や、逆に極端に薄い板のツブシ曲げは、専用の設備や技術が必要となり、対応できない場合もあります。
事前に加工する板の材質(アルミ、ステンレスなど)や厚みを伝え、対応の可否を確認することが重要です。
主要な材料ごとの板厚の目安を示します。
| 材料 | 板厚 | 特徴 |
| SPCC(冷間圧延鋼板) | 0.5mm ~ 3.2mm 程度 | SPCCは比較的加工しやすく、板金加工で最も一般的に使用される材料の一つです。 |
| SUS304(ステンレス鋼) | 0.3mm ~ 2.0mm 程度 | SUS304はSPCCに比べて硬く、加工硬化(加工中に材料が硬くなる現象)を起こしやすい特性があります。ツブシ曲げの限界板厚はSPCCよりも薄くなる傾向にあります。特に、完全に潰し込むようなツブシ曲げでは、薄めの板厚が推奨されます。 |
| アルミニウム合金(A5052) | 0.5mm ~ 3.0mm 程度 | アルミニウム合金は比較的柔らかく、曲げ加工自体はしやすい材料です。スプリングバック(曲げた後に少し元に戻ろうとする現象)が大きいこと、また金型との摩擦で表面に傷がつきやすいという特性があります。 |
③設計段階での検討の必要性
ツブシ曲げは、製品の設計段階からその導入を検討することが必要です。後からツブシ曲げを取り入れようとすると、製品の形状や寸法を大きく変更せざるを得ない場合があり、無駄なコストや時間の発生につながります。
リョーユウ工業にご相談ください

リョーユウ工業では、主にシャーリング(切断)加工、タレットパンチ加工、プレーナー加工、レーザー加工、曲げ加工、面取り加工、溶接加工を行っています。塗装に関しても協力会社を通じて対応することが可能です。
リョーユウ工業の技術
リョーユウ工業は、年間50,000件もの加工実績があり、幅広い素材や形状に対応できることが強みです。また、最新の設備を導入しており、高精度な加工が可能です。さらに、小ロットから大ロットまで対応できるため、様々なニーズに対応できます。
- シャーリング(切断)加工
- タレットパンチ加工
- プレーナー加工
- レーザー加工
- 曲げ加工
- 面取り加工
- 溶接加工
他社で断られた案件でも、リョーユウ工業なら解決できるかもしれません。リョーユウ工業に依頼しても駄目なら他でもできない最大の信頼をもらえる会社を目指しています。
ツブシ曲げまとめ
板金加工の一種であるツブシ曲げを紹介しました。ツブシ曲げは金型を用いて板をつぶし、製品の端を精密に曲げる方法です。主なメリットは、安全性と見栄えの向上、強度の強化、そして溶接工程の削減によるコストダウンです。
アルミやステンレスなど多様な板厚に対応し、ヘミングとの違いも解説しました。導入には初期コストや金型が必要ですが、長期的な視点で見れば、高品質な製品製造に貢献します。