Contents
穴あけ加工とは、金属材料に穴を開ける加工のことです。私たちの身の回りにある製品の多くに、穴あけ加工が施されています。例えば、ネジを通す穴、ピンを差し込む穴、冷却用の穴など、その用途は多岐にわたります。
穴あけ加工は、製品の機能を実現するために不可欠な工程です。しかし、単純に穴をあけるだけでなく、穴の大きさ、形状、位置精度など、求められる精度も様々です。
金属加工の初心者の方でも分かりやすく、穴あけ加工について解説していきます。
金属加工の穴あけ加工とは?

金属加工における穴あけ加工は、ドリルなどの工具を用いて、金属材料に穴を開ける工程です。穴の直径、深さ、位置など、高い精度が求められる場合も多く、切削速度や送り量といった加工条件を適切に設定することが重要です。
穴あけ加工には、ボール盤、旋盤、フライス盤などの機械が使用されます。材料の特性や穴の形状に応じて、適切な工具や加工方法を選択する必要があります。
金属加工の穴あけで使う工具の種類

金属加工の穴あけには、様々な工具が使われます。工具の選び方は、加工する材料、穴の大きさ、精度、形状などによって異なります。例えば、硬い材料には超硬ドリル、深い穴にはロングドリルといったように、最適な工具を選ぶことが重要です。
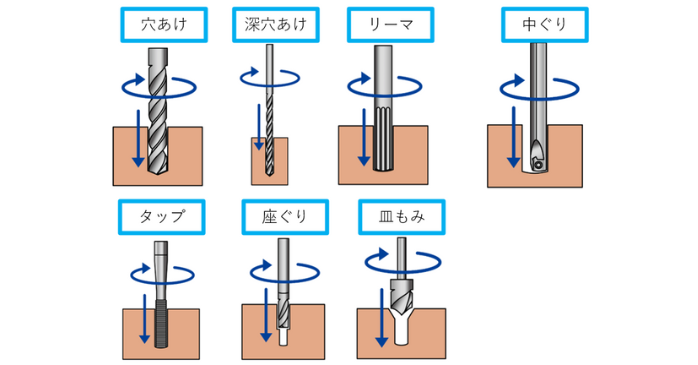
出典:株式会社 新進
ドリル
ドリルは、金属やプラスチックなどに穴を開けるための切削工具です。回転しながら材料に食い込み、削りくずを排出することで穴を作ります。ドリルには、ハイスや超硬など様々な材質があり、加工する材料や穴の精度によって選びます。
リーマー
リーマは、ドリルで開けた穴の内径を精密に仕上げるための切削工具です。ドリルで開けた穴は多少の振れやバリが残ることがありますが、リーマで加工することで、円筒度や表面粗さを向上させることができます。
中ぐり
中ぐり加工は、主に旋盤を用いて、ワークの内径を円筒形に削り出す加工方法です。ドリルで開けた穴を起点に、中ぐりバイトと呼ばれる工具を回転させながらワークの内壁を削ります。
穴の深さや形状、材料に応じて、様々な種類のバイトが使用されます。中ぐり加工は、軸受や部品の嵌め合いなど、高い精度が要求される場合に使用されます。
タップ
タップは、金属にねじ山を切るための切削工具です。ドリルで穴を開けた後に、タップでねじ山を刻むことで、ボルトやネジをねじ込むためのめねじを作ります。
タップには、ハンドタップやマシンタップなどがあり、材質や加工する穴の深さ、精度によって使い分けます。タップ加工は、機械部品の組み立てや固定に欠かせない工程です。
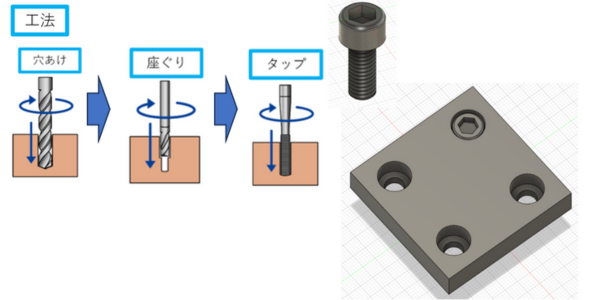
座繰り
座ぐり加工は、ワークの表面に円形のくぼみ(座)を作る加工方法です。ドリルやエンドミルなどの工具を用いて、材料を削り取ることで座を作ります。
座ぐりの深さや直径は、ネジ頭が沈むための余裕や、部品の固定など、様々な目的によって異なります。座ぐり加工は、ボルトやネジを締め付けた際に、部品が飛び出したり、外観を損ねたりするのを防ぐために用いられます。
皿もみ
皿もみ加工は、ワークの表面に皿状のくぼみを形成する加工方法です。ドリルやエンドミルなどの工具を用いて、材料を削り取ることで皿状の形状を作ります。皿もみ加工は、ねじ頭が飛び出ないようにしたり、外観を美しく仕上げたりするために用いられます。
金属加工の穴あけの基礎知識
金属加工において、穴あけ加工は最も基本的な工程の一つです。ドリルと呼ばれる工具を用いて、ワーク(加工物)に円形の穴を開けます。
穴あけ加工のポイントは以下の通りです。
- ドリル選定: 穴の径、深さ、ワークの材質、加工精度に合わせてドリルを選ぶ
- 切削速度: ドリルの回転数と送り速度を適切に設定
- 冷却: 高速加工や硬い材料の加工では、切削油を供給して冷却を行う
- 下穴: 深い穴や大きな穴を開ける場合は、下穴を掘り、ドリルが振れるのを防ぐ
- バリ: 穴あけ後にはバリが発生するためバリ取り工具を用いてバリを除去
などがあります。
穴あけの原理
穴あけは、ドリルと呼ばれる回転工具の先端で材料を削り取り、穴を開ける加工です。ドリルはねじれ角を持つ刃先を持ち、回転しながら材料に食い込み、切り屑を排出します。
この際、切削速度や送り速度を調整することで、穴の精度や表面状態をコントロールします。
ドリルの切削条件とは?
ドリルの切削条件とは、穴あけ加工を行う際に、ドリルをどのくらいの速度で回転させ、どのくらいの力で押し込むかなどを決める条件のことです。切削速度は、ドリルが1分間に回転する数(rpm)で表され、送り速度は、ドリルが1回転する間に進む距離で表されます。
これらの条件は、ドリルの種類、ワークの材質、加工精度などによって最適な値が異なります。切削条件を適切に設定することで、穴の精度を向上させ、工具の寿命を延ばすことができます。
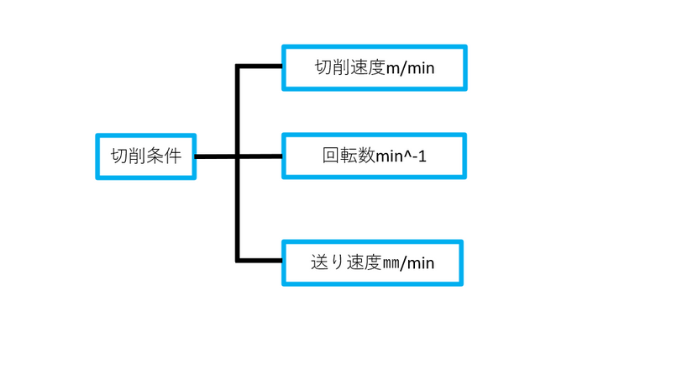
切削条件とは下記の3点のことです
- 切削速度m/min
- 回転数:min-1
- 送り速度:㎜/min
- 切削速度(VC)=(π×ドリル直径㎜×回転数min-1)/1000
- 回転数(min-1)=(1000×切削速度)/(π×ドリル直径㎜)
- 送り速度(mm/min)=1回転あたりの送り量 × 回転数
切削条件などは、メーカー発行のカタログを参考にしてください。
切削条件について詳しく説明のある下記の記事も参考にしてください。
ドリルの種類とは?

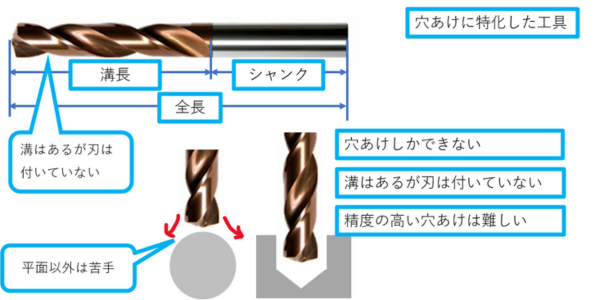
ドリルは、穴あけ加工に用いられる切削工具です。その形状や用途によって様々な種類があります。
ドリルは、その形状や材質、用途によって様々な種類があります。加工する材料や穴の精度、加工条件に合わせて適切なドリルを選ぶことが、効率的で高品質な穴あけ加工を行うために重要です。
ハイスドリル
ハイスドリルは、高速度工具鋼(High-Speed Steel)で作られたドリルです。高い硬度と耐熱性を持ち、様々な金属材料の穴あけ加工に使用されます。一般的に使われるツイストドリルは、多くの場合ハイスドリルで作られています。
ハイスドリルは、汎用性が高く、コストパフォーマンスに優れているため、金属加工において最も広く使われているドリルの一つです。
特徴は以下の通りです
- 高い硬度と耐熱性: 高速回転による摩擦熱に強く刃先の摩耗が少なく長寿命
- 汎用性: 幅広い金属材料に対応
- コストパフォーマンス: 超硬ドリルに比べて比較的安価
用途は以下の通です。
- 鉄鋼、ステンレス鋼、アルミ合金など、一般的な金属材料の穴あけ
注意点は以下の通りです
- 超硬ドリルに比べて切れ味がやや劣る
- 高速回転による発熱で、被削材によっては焼き付きが発生する場合がある
などがあります。
超硬ドリル
超硬ドリルは、炭化タングステンなどの超硬合金で作られたドリルです。ハイスドリルに比べてはるかに硬度が高く、耐摩耗性に優れています。そのため、高硬度な材料の穴あけや、高精度な穴あけ加工に適しています。
割れやすいという特性も考慮し、適切な切削条件で使用する必要があります。
特徴は以下の通りです。
- 高い硬度と耐摩耗性: 硬い材料でも長寿命で加工が可能
- 高精度な穴あけ: 精密な穴加工に適している
- 高温時の安定性: 高速切削時の発熱にも強く刃先の損傷が少ない
用途は以下の通りです。
- ステンレス鋼、鋳鉄、難削材などの穴あけ
- 高精度な穴あけ加工
注意点は以下の通りです。
- ハイスドリルに比べて割れやすい。
- 高速切削時には冷却が必要な場合がある
などがあります。
コバルトドリル
コバルトドリルは、高速度工具鋼(HSS)の一種で、コバルトを多く含んだドリルです。ハイスドリルの中でも特に耐熱性、耐摩耗性に優れ、より高負荷な切削に対応できます。
コバルトドリルは、ハイスドリルと超硬ドリルの間のような性能を持ち、汎用性が高いドリルです。特に、高温になるような条件下での穴あけや、より長寿命なドリルを求める場合に適しています。
特徴は以下の通りです。
- 高い耐熱性と耐摩耗性: 一般的なハイスドリルに比べ高温下での硬さを保ち長寿命
- 高強度: 折れにくく安定した切削が可能
- 汎用性: 鉄鋼、ステンレス鋼など、幅広い材料に対応
用途は以下の通りです。
- 高速切削
- 中強度材料の穴あけ
- ハイスドリルでは切れ味が悪かったり寿命が短い場合の代替
注意点は以下の通りです。
- 超硬ドリルほど硬度は高くない
- 高速切削時は冷却が必要な場合がある
などがあります。
汎用ドリル
汎用ドリルは、様々な金属材料の穴あけ加工に広く使用されるドリルです。一般的には、高速度工具鋼(HSS)で作られており、ツイストドリルが代表的です。
汎用ドリルは、その汎用性とコストパフォーマンスの高さから、金属加工において最も広く使われているドリルの一つです。ただし、加工する材料や条件によっては、超硬ドリルやコバルトドリルなどを使用する方が効率的です。
特徴は以下の通りです。
- 汎用性: 鉄鋼、ステンレス鋼、アルミ合金など、幅広い材料に対応
- コストパフォーマンス: 比較的安価で入手しやすい
- 扱いやすさ: 構造がシンプルで、様々な機械で利用可能
用途は以下の通りです。
- 一般的な穴あけ加工
- 試作や小ロット生産
- DIY
注意点は以下の通りです。
- 超硬ドリルやコバルトドリルに比べて硬い材料や高温での加工には不向き
- 長寿命ではないため、頻繁に交換が必要になる
金属加工の穴あけの注意点

金属加工における穴あけは、製品の精度を大きく左右する重要な工程です。穴あけ加工を行う際には、以下の点に注意する必要があります。
加工する材料に応じた加工条件
金属加工では、加工する材料によって最適な切削条件が大きく異なります。例えば、軟らかいアルミと硬いステンレスでは、適切な切削速度や送り速度が全く異なります。
材料の特性を理解し、適切な切削条件を設定することで、加工品質の向上と工具寿命の延命につながります。切削条件の調整は、経験と知識が必要な作業です。
主な材料と切削条件については以下の通りです。
- アルミ: 軟らかいので、比較的高い切削速度と送り速度で加工可能
- 鉄: 強度が高いため、アルミに比べて低い切削速度と送り速度で加工し切削液を使用
- ステンレス: 硬い材料で超硬ドリルを使用し、低い切削速度と送り速度で加工します。切削液の使用は必須です。
切削条件の調整ポイントは以下の通りです。
- 切削速度: 材料の硬度や工具の材質によって適正な速度が異なる
- 送り速度: 切削深さや材料の硬度によって調整
- 切削液: 材料の摩擦熱を下げ、工具寿命を延ばす
などがあります。
加工する材料により工具を選ぶ
金属加工において、加工する材料によって最適な工具が異なります。これは、それぞれの材料が持つ硬度、強度、加工性などが異なるためです。適切な工具を選ぶことで、加工品質の向上、工具寿命の延長、加工時間の短縮につながります。
加工する材料によって、最適な工具は異なります。材料の特性を理解し、適切な工具を選ぶことで、より効率的で高品質な加工を行うことができます。
| 材料 | 特徴 | 使用工具 | その他 |
| アルミ | 軟らかく加工しやすい | ハイスドリル、超硬ドリル | 切削速度を速く設定できる |
| 鉄 | 強度が高く、やや加工しにくい | 高速度鋼(HSS)ドリル、コバルトドリル | 切削液の使用が推奨 |
| ステンレス鋼 | 硬度が高く、耐食性に優れる | 超硬ドリル | 低い切削速度と送り速度で加工 |
安全対策
金属加工、特に穴あけ作業は、切削工具による怪我や機械の誤動作による事故のリスクが伴います。
安全対策は以下の通りです。
- 保護具の着用: 安全メガネを着用
- 機械の点検: 使用する機械が正常に動作しているか事前に点検を行う
- ワークの固定: ワークをしっかりと固定し、加工中にずれないようする
- 切削液の使用: 切削熱による火傷や工具の摩耗を防ぐために、切削液を使用
- 緊急停止スイッチの確認: 緊急時にすぐに停止できるよう、緊急停止スイッチの位置を確認
- 回転中の工具に触れない: 工具が回転している間は絶対に触らない
- 周囲の整理整頓: 作業場を清潔に保ち、足元を滑りにくくする
などがあります。
リョーユウ工業にご相談ください

リョーユウ工業では、主にシャーリング(切断)加工、タレットパンチ加工、プレーナー加工、レーザー加工、曲げ加工、面取り加工、溶接加工を行っています。塗装に関しても協力会社を通じて対応することが可能です。
リョーユウ工業の技術
リョーユウ工業は、年間50,000件もの加工実績があり、幅広い素材や形状に対応できることが強みです。また、最新の設備を導入しており、高精度な加工が可能です。さらに、小ロットから大ロットまで対応できるため、様々なニーズに対応できます。
- シャーリング(切断)加工
- タレットパンチ加工
- プレーナー加工
- レーザー加工
- 曲げ加工
- 面取り加工
- 溶接加工
他社で断られた案件でも、リョーユウ工業なら解決できるかもしれません。リョーユウ工業に依頼しても駄目なら他でもできない最大の信頼をもらえる会社を目指しています。
金属加工の穴あけのまとめ
金属加工において、穴あけ加工は製品の機能を実現するために不可欠な工程です。様々な形状やサイズの穴を、正確に加工することが求められます。
穴あけ加工は、一見簡単そうに見えますが、様々な要素が絡み合っているため、注意が必要です。材料、工具、切削条件などを適切に選択し、安全に作業を行うことが重要です。