


BENDING曲げ加工

曲げ加工は、金属の塑性(金属に一定以上の力を加えて変形させると元の形に戻らないという性質)を利用し、様々な形状に加工する加工方法です。
基本は、パネルベンダーやプレスブレーキなどの機械に金型を取り付け、加工を行います。金型は上型の”パンチ”と下型の”ダイ”に分かれ、パンチとダイの間に素材を配置(セット)します。上型のパンチを下降させダイに押し付け圧力を加えることで曲げ部を希望の形状に変形させ加工を行う金属加工です。
仕組みは単純ですが、素材を変形させる際には圧縮による歪みが生じ、凸凹になったり予想外の方向に曲がってしまったりすることがあります。そのため、高い精度で曲げるためには加工する板金素材の板厚や硬さ、引張強度や曲げの寸法といった特性やサイズなど様々な要素を計算して加工を施す必要があります。
加工の種類

型曲げ
加工機械に取り付けた金型の下型となる”ダイ”に乗せた材料を上型となる”パンチ”で押し、ダイの型に曲げる加工方法が型曲げで、一般的な曲げ加工の種類となります。
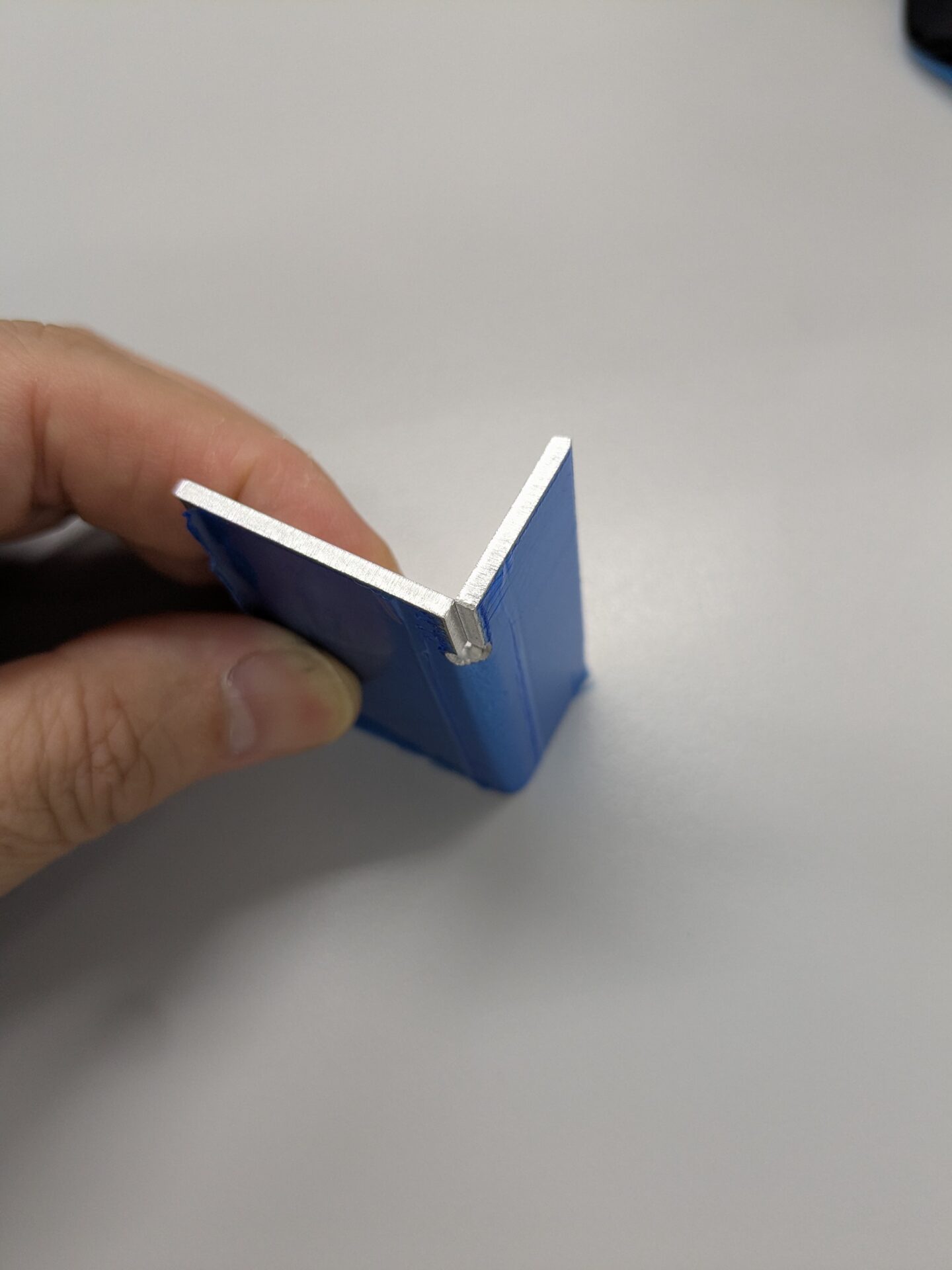
この型曲げは、突き曲げとも呼ばれており、加工後の出来上がった製品の断面の形状によって、V曲げ・U曲げ・L曲げといった種類に分類されます。幅広い加工に対応した加工方法です。

パーシャルベンディング(自由曲げ)
パーシャルベンディングとは「V曲げ」の一種で、パンチを降ろすのを途中で止め、V曲げの曲げ角度を任意のものに調整する加工方法です。
一つの金型があれば、パンチの降ろし方によってさまざまな角度に曲げられるため、「自由曲げ」とも呼ばれています。

ボトミングベンド(底突き曲げ)
ボトミングベンドとは型曲げにおける「V曲げ」の一種で、作業機械に設置した金型の「ボトム=底」までパンチを押し込みV曲げを完成させる加工方法です。
ボトミングベンドは「底突き曲げ」とも呼ばれており、低い圧力でも素材を成形することができることや安定性も高いことで広く使われています。
コイニングベンド(圧印曲げ)
コイニングベンドも型曲げにおける「V曲げ」の一種で、「コイン(硬貨)を作成する」ことが名称の由来となっています。
加工方法としてはボトミングベンドと似ていますが、作業機械に取り付けた金型の上型となる”パンチ”の先端を加工したい素材に食い込ませるほど曲げる加工方法で、ボトミング(底突き曲げ)の5倍以上の高い圧力が必要な加工方法です。
精密な曲げ加工ができるという利点がありますが、圧力が強いために使用する金型の摩耗が早くなってしまうというデメリットも持ち合わせています。
加工に用いる設備例

EG4010(アマダ)
1Mプレス(400KN)

G-25(アマダ)
1.2Mプレス(250KN)

RG-50(アマダ)
2Mプレス(500KN)

FBD2504(アマダ)
4Mプレス(2500KN)

HDS-2204NT(アマダ)
4Mプレス(2200KN)

BD2004NT(アマダ)
4Mプレス(2000KN)

31566(関西鐵工所)
5Mプレス(1500KN)

32081(関西鐵工所)
6Mプレス(3000KN)

FBD-4008(アマダ)
8Mプレス(4000KN)



加工実績
ニブリング加工②
レーザーキザミ目地
擦り合わせ
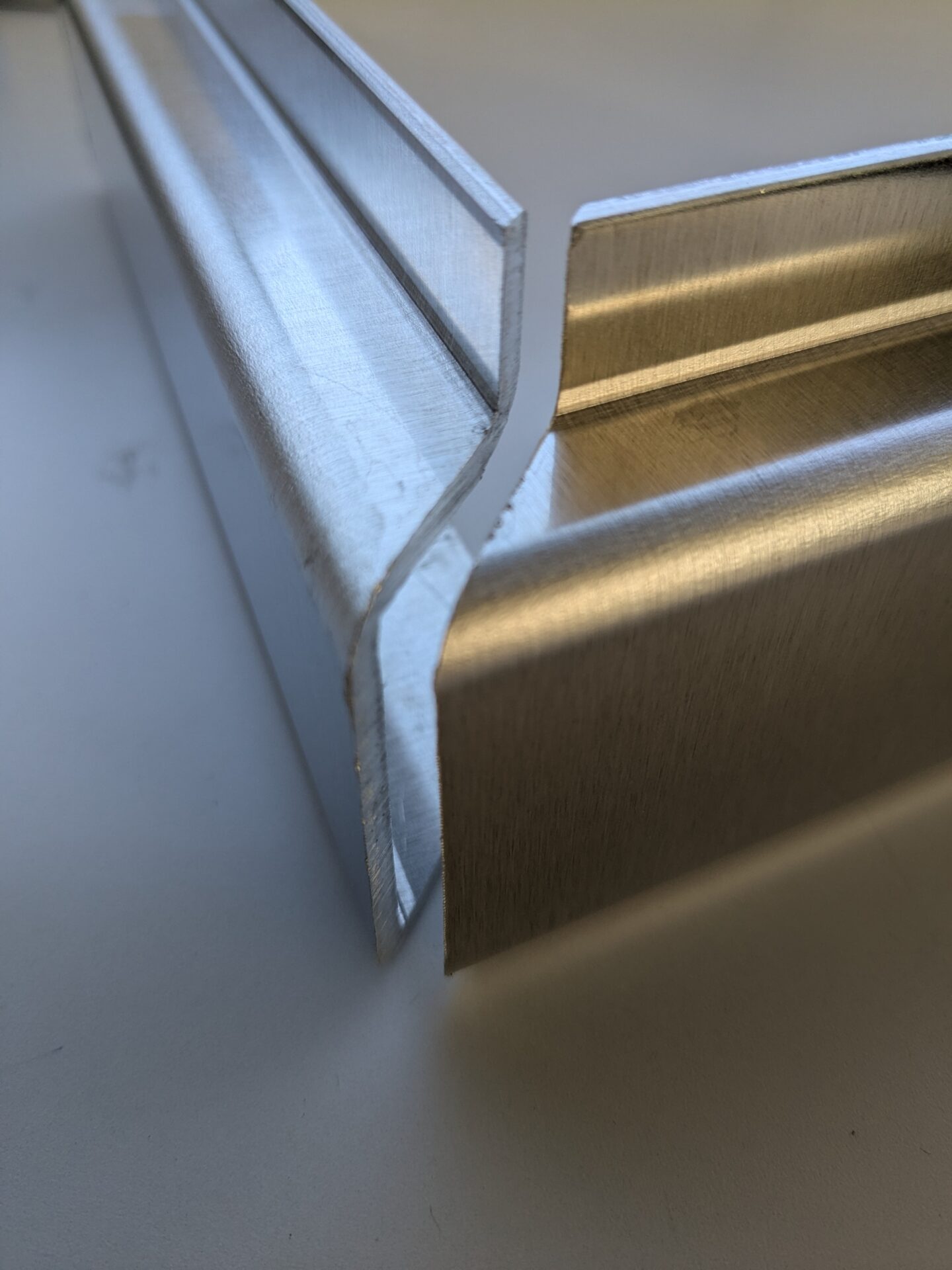
曲げスリット
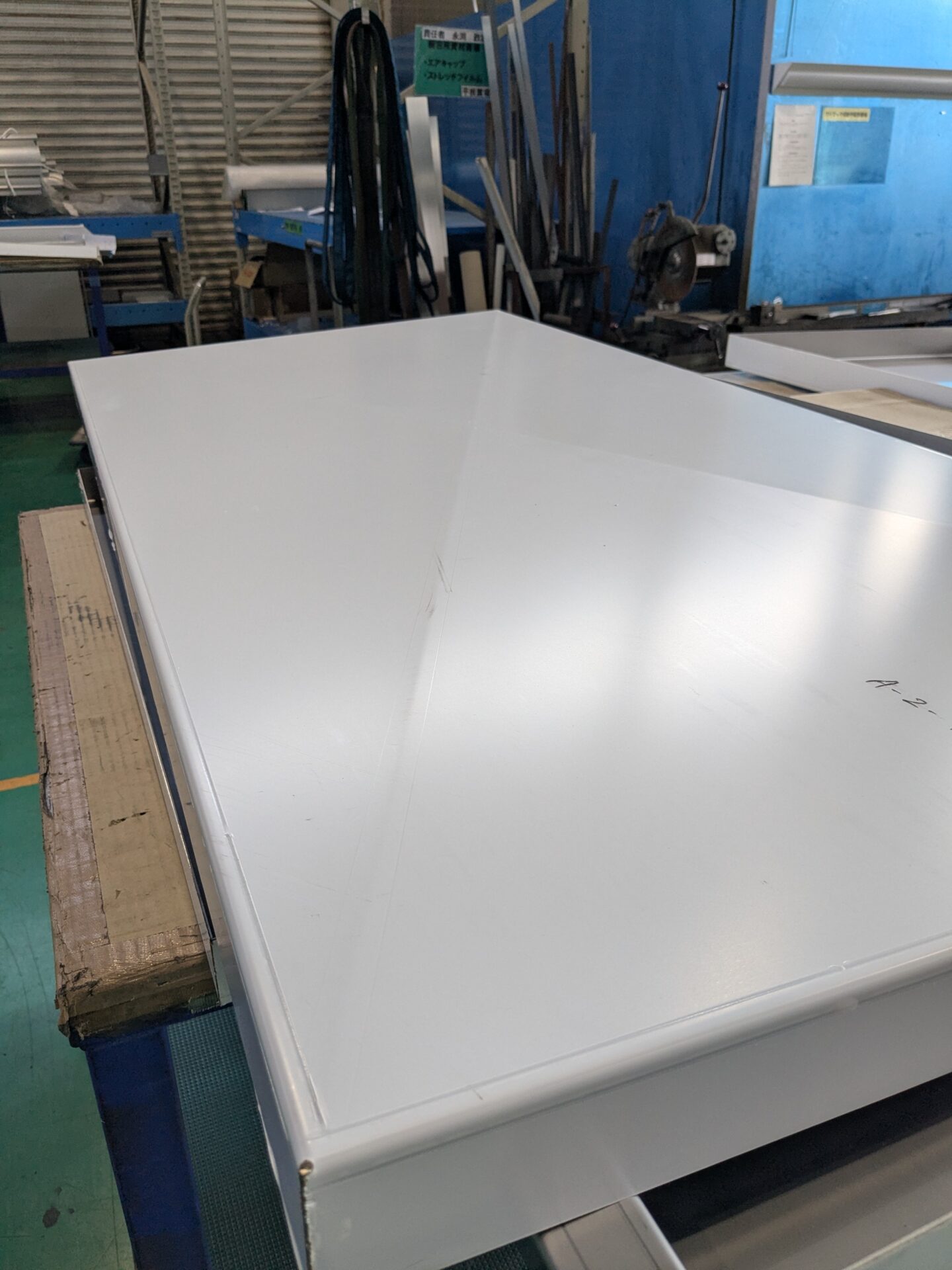
水勾配

アルミ 溶接
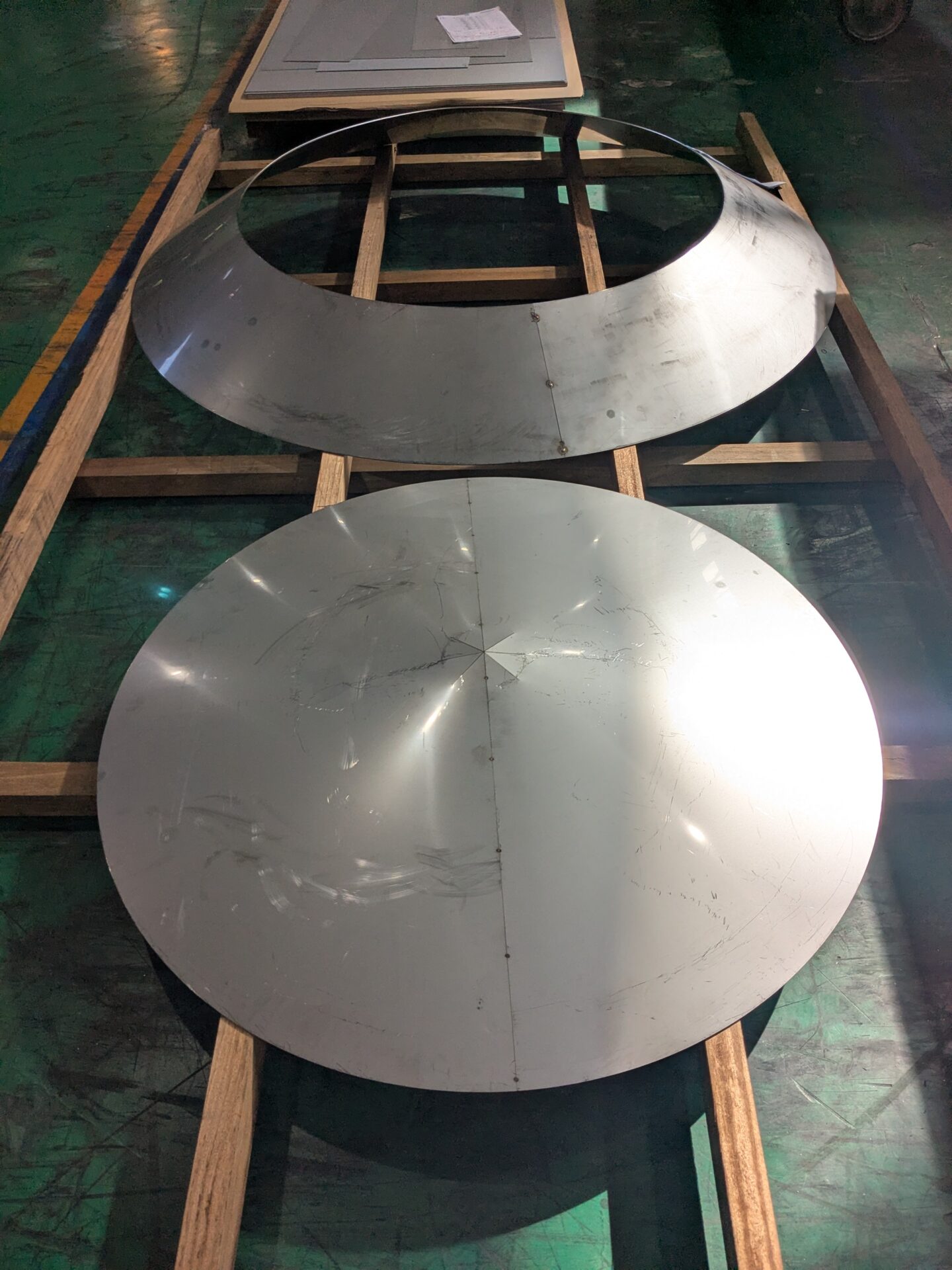
巨大な陣笠

プレーナー(FB仕様)

プレーナーの種類

 曲げ加工の実績を見る
曲げ加工の実績を見る

