


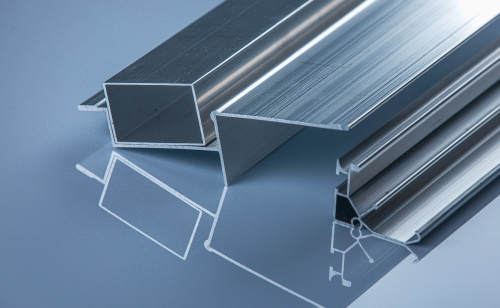
CHAMFERING面取り加工

面取り加工は、成形された材料・素材の角部分を除去して、加工済み素材や材料の鋭利な部分を取り除く加工のことです。鋭利な角部分を削りとって、安全で滑らかな角になるよう加工することで怪我の防止処理を行います。面取りの形状にも種類があり、素材の角を目に見えないくらいの精度で削り落とす「糸面取り」や素材の角部を削り取って45°の面を作る「C面取り」、素材の端部分(エッジ)を丸みを帯びた形状にする「R面取り」といった形状が一般的です。
特にエッジが鋭利になりやすい金属加工において、後工程や安全対策を施す上で必要な金属加工とされています。
加工の種類
糸面取り
面取り加工において「糸面取り」は、加工を施す素材の角に対して目に見えないくらいの精度で角を削り落とす面取り加工のことです。具体的にどの程度の面取りを施せば良いのか指示されることはなく、「指示なき場合は糸面取り」「バリなき事」などと表記される場合が多いです。一般的には、ヤスリやサンダーなどを用いて0.1~0.3mm程度を目安に行います。
切削加工後などにバリやカエリを除去するのが主な目的で、素材を大きく削らずに加工するため時間がかからず、面取り加工においては加工コストが小さい点がメリットです。手軽ではありますが、C面取りやR面取りと比較するとエッジ部分を大きく削らないため、安全性においては劣る場合があります。

C面取り
面取り加工において素材の角部を削り取って、「45°の面」をエッジ部分に作る加工方法が「C面取り」です。一般的に、面取り加工という場合、C面取りを指すことが多いです。
図面においては、「C面取りの事」や「指示なき面はC0.5」といった指定がなされています。(Cの後に記載された数値は、角の先端部分から何mmの部分まで面取りで切削するのかを示すものです。例えば「C0.5」と表現されていた場合は、角の先端から0.5mmの位置で切削を行います。)

R面取り
面取り加工においてエッジに丸みをつける面取り加工が「R面取り」です。図面には「R面取りの事」と指定されることや、「R加工」や「ラウンド加工」と指定がされることもあります。図面においてはRと半径で表記されており、図面で「R4」と記載がある場合においては、「半径(R)4mmでの面取り加工を施してください」という指示となります。
エッジ処理としては最も手触りが良く且つ安全性も高い加工ですが、素材の角に対して弧を描くような処理を行う必要があるため、加工においては手間と時間がかかるため、面取り加工の種類の中ではコストが高い加工方法です。



加工実績
斜めカット
水勾配

アルミ 溶接
溶接 3

パンチング加工

文字、ロゴ抜き

 面取り加工の実績を見る
面取り加工の実績を見る

