レーザー加工機は、高精度な切断や穴あけ、彫刻まで幅広い加工が可能なため、金属加工の現場で欠かせない存在です。
この記事では、レーザー加工の基本的な仕組みから、できる加工内容や製品例、対応素材と板厚の考え方を整理し、さらに加工機の種類ごとの特徴やメリット・デメリット、導入時の注意点までをやさしく解説します。レーザー加工を正しく理解し、業務に活かしたい方に役立つ内容です。
レーザー加工でできることとは?
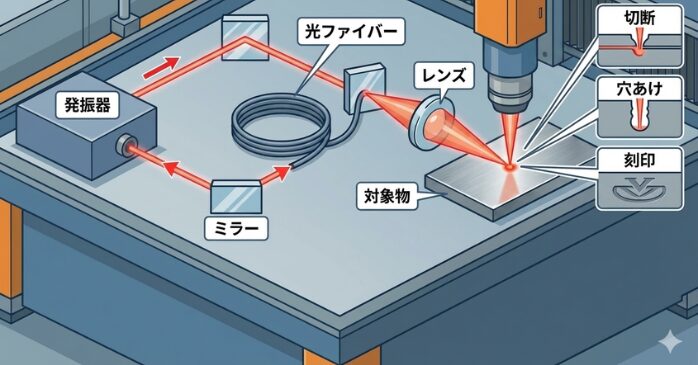
レーザー加工とは、レンズで集光した高いエネルギー密度のレーザー光を対象物に照射し、熱で材料を溶かしながら切断や穴あけ、表面への刻印を行う技術です。
非接触のため素材に歪みや変形を抑えた精密な微細加工が可能で、金属加工を中心に樹脂や木材など幅広い素材に対応します。出力や波長の設定を調整することで、複雑な形状も短時間で高品質に実現できる点が大きなメリットです。
レーザー加工の仕組みと原理
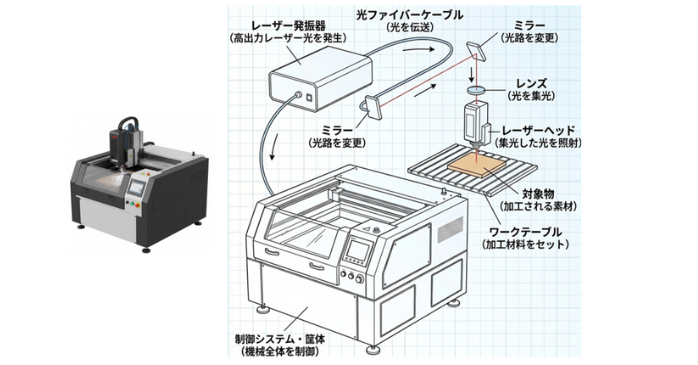
レーザー加工機は、発振器で発生させたレーザー光をミラーや光ファイバーで伝送し、レンズで極限まで集光して高いエネルギー密度で対象物に照射する仕組みです。
この熱により素材を瞬時に溶かし、蒸発させて切断や穴あけ、表面への刻印を行います。非接触のため物理的な力がかからず、材料の歪みや変形を最小限に抑えた精密な微細加工が可能です。波長や出力の設定を適切に制御することで、多様な金属や樹脂に対応できます。
レーザー加工機でできる全体像
レーザー加工機は、高いエネルギーを持つ光を照射して金属や樹脂を溶かし、精密な切断や穴あけ、表面への刻印を非接触で行います。微細な形状も短時間で実現でき、製造現場の効率を大きく向上させる多機能な装置です。
主な加工バリエーションは以下の通りです。
- 金属・非金属の精密切断
- 文字やロゴのマーキング・彫刻
- 微細な穴あけ加工
- 高精度なレーザー溶接(接合)
レーザー加工機は、金属や非金属の精密切断、刻印、微細な穴あけ、高精度な溶接まで幅広く対応可能です。
レーザー加工と他加工(切削・プレス)との違い
レーザー加工は物理的な刃や型を使わない非接触方式のため、切削加工やプレス加工に比べ材料への負担が少なく、歪みや変形を抑えられるのが大きな特徴です。
金型製作が不要なため、多品種少量生産でもコストを抑えつつ短納期で精密な製品を実現できます。また、複雑な形状のカットや微細な彫刻もデータ一つで柔軟に行え、消耗部品の交換頻度も低いため、製造工程の自動化やメンテナンス性の向上にも大きく寄与します。
各加工方法の主な違いと使い分けのポイントは以下の通りです。
- 金型不要による低コスト・短納期対応
- 非接触による材料の歪み抑制と高精度
- 複雑なデザインや微細形状への柔軟な対応
- 厚みや素材ごとの最適な出力設定と条件
金型不要で低コスト・短納期を実現し、非接触加工により高精度で複雑な形状や多様な素材に柔軟に対応します。
下記の記事では、レーザー加工の種類について説明されているのでぜひ参考にしてください。
レーザー加工が注目される理由
デジタル化が進む製造現場では、型や刃を使わずデータから直接精密な加工ができるレーザー加工機が不可欠です。材料の無駄を抑えつつ、短時間で複雑な形状を実現できる柔軟性が、生産性向上を目指す企業に高く評価されています。
業界でレーザー導入が加速している主な理由は以下の通りです。
- 金型レスによる初期コストと納期の大幅な短縮
- デジタル制御による複雑で高度なデザインの再現性
- 消耗品が少なく長時間の自動運転が可能な点
- 多品種少量生産に最適な高い汎用性と作業効率
金型レスによる低コスト・短納期化に加え、デジタル制御での高い再現性と自動運転による効率向上が理由です。
レーザー加工でできるもの
レーザー加工機は、金属板の精密な切断から電子部品の微細な穴あけ、製品へのシリアル番号やロゴのマーキングまで、幅広い用途に対応可能です。高出力なレーザー光をピンポイントに照射することで、従来の機械加工では難しい複雑なデザインや微細形状も短時間で実現できます。
また、熱による変形を抑えながら厚い金属の溶接や、アクリル・木材への彫刻も行えるため、産業機械の部品製作から看板制作まで活用範囲は多岐にわたります。
レーザー加工で作れる金属部品の具体例
金属加工の現場では、高い精度が求められるシム板やブラケット、複雑な形状の機械カバーなどの製作にレーザー加工が活用されています。微細な穴あけや接合も行え、自動車や電子部品の精密なパーツ製造に最適です。
レーザー加工機の作品例(工業製品)
レーザー加工機は、自動車のフレームや医療用器具といった高い精度が必要な工業製品の製造に不可欠です。微細なフィルタや放熱板の穴あけ、複雑な筐体パーツの切断など、多様な金属部品の製作を短時間で行えます。
レーザー加工でできる板金・筐体加工
精密な板金加工では、高出力なレーザー光で厚い金属板を自在にカットし、制御盤や精密機器の筐体製作を効率化します。複雑な外形や角穴も金型不要で素早く行え、熱歪みを抑えた高品質な仕上がりが大きな特徴です。
試作品・少量生産に向くレーザー加工品
レーザー加工は金型が不要なため、設計データを送るだけで即座に製作を開始でき、試作や少量生産のコストを大幅に抑えられます。複雑な形状変更にも柔軟に対応可能で、開発時間の短縮と高い精度を両立できる点が大きなメリットです。
試作・少量生産における具体的なメリットは以下の通りです。
- 金型製作費用と保管コストの完全な削減
- 設計変更後の迅速なデータ修正と再加工
- 1点からの多品種少量生産への柔軟な対応
- 実機に近い材料を用いた高精度な機能検証
金型不要でコストを抑え、データ修正にも即応できます。1点からの少量生産や実機素材での精密検証が可能です。
レーザー加工の主な加工内容

レーザー加工機は、高いエネルギーを持つレーザー光をレンズで集光し、素材の表面に照射することで多様な加工を実現します。主に行われるのは、熱で材料を溶かしながら進む「切断」や、ピンポイントで貫通させる「穴あけ」、表面を薄く削り文字を刻む「マーキング・彫刻」です。
また、接合を目的とした「レーザー溶接」も高精度に行えます。非接触のため素材への歪みを抑え、複雑な形状も精密かつ短時間で仕上げられるのが特徴です。
微細な穴あけ加工が可能な理由
レーザー光をレンズで極小の点に集光し、高いエネルギー密度でピンポイントに照射するため、従来のドリルでは難しい微細な穴あけが可能です。非接触で熱影響を抑えつつ、硬い金属にも精密な加工を短時間で行えます。
微細な穴あけ加工が選ばれる主な理由は以下の通りです。
- ドリル破損の心配がない非接触による精密加工
- 0.1mm以下の極小径や複雑な配置への対応
- バリの発生を抑えた高品質な貫通孔の実現
- 多様な金属素材に対して高い速度での処理が可能
非接触でドリル破損がなく、0.1mm以下の極小径や複雑な配置も高精度かつ高速に加工できるからです。
レーザー彫刻機でできる彫刻加工とは?
レーザー彫刻は、レーザー光を素材表面に照射して熱で削り取り、凹凸を作る加工です。非接触で微細な文字や複雑なデザインを精密に表現でき、金属への深い刻印や樹脂・木材への多彩な表現を短時間で実現します。
マーキング・刻印用途での活用例
レーザーマーキングは、金属部品へのシリアル番号印字や樹脂製品のロゴ刻印に最適です。非接触で表面を加工するため、摩耗に強く消えない識別情報を高速かつ精密に付与でき、トレーサビリティの向上に大きく貢献します。
複雑形状加工にレーザー加工が強い理由
レーザー加工は物理的な刃物を使わず、データに基づき光をピンポイントで照射するため、従来の型やカッターでは難しい複雑な曲線や微細なデザインを自由自在に実現できます。非接触により素材への負担を抑えつつ、精密な形状を短時間で仕上げられる点が強みです。
対応可能な素材と板厚の範囲

レーザー加工機は、鉄やステンレス、アルミといった金属素材から、アクリルや木材などの非金属まで幅広い材料に対応可能です。加工できる板の厚みはレーザーの出力や波長により異なり、高出力なファイバーレーザーであれば20mmを超える厚い金属板の切断も行えます。
一方で薄板に対しては、熱による歪みを抑えつつ微細な形状を高速で実現できるため、素材の特性や用途に合わせた機種選定と適切な出力設定が重要となります。
鉄・ステンレスのレーザー加工でできること
鉄やステンレスはレーザーとの相性が良く、厚板の切断から精密な部品製作まで幅広く対応可能です。高い出力で溶かし切ることで、歪みを抑えた高品質な加工を短時間で実現し、表面への微細な印字も美しく行えます。
アルミ・銅など非鉄金属の加工ポイント
アルミや銅は光の反射率が高いため、レーザー光が跳ね返りやすく加工が難しい素材です。反射光による故障を防ぐ対策を施したファイバーレーザーを用い、高出力で一気に溶かす設定を行うことが安定した品質を実現するポイントです。
非鉄金属を加工する際の重要な注意点は以下の通りです
- 反射光から発振器を保護する機能を持つ機種の選定
- 素材の熱伝導率の高さを考慮した出力と速度の細かな調整
- 酸化を防ぎ切断面を美しく仕上げるアシストガスの使い分け
- 銅や真鍮に適した波長を持つレーザー装置の利用
反射保護機能付きの機種選定、熱伝導率に応じた出力調整、ガスの使い分け、適正波長の利用が重要です。
板厚ごとの加工限界と注意点
レーザー加工機で対応可能な板厚の範囲は、発振器の出力やレンズの性能により大きく異なります。厚い金属板を加工する際は、素材を十分に溶かし切るための高いエネルギー密度と適切なアシストガスの圧力が不可欠です。
一方で薄板の場合は、過剰な熱入力による歪みや変形を抑えるために、照射速度やパルス設定の細かな調整が求められます。素材の種類や厚みに応じた最適な条件を見極めることが、加工品質と精度を維持する重要なポイントです。
| 素材 | 加工対応板厚 | 加工時の主な注意点 |
| 鉄 (軟鋼) | 25mm 〜 32mm | 厚くなるほど「熱だまり」による角部の溶け落ちが発生しやすい。酸素ガスを使用するため、切断面に酸化被膜が残る。 |
| ステンレス | 20mm 〜 25mm | 粘り気があるためバリ(ドロス)が出やすい。光沢を保つには高圧窒素ガスによる無酸化切断が必須。 |
| アルミ | 15mm 〜 20mm | 熱伝導率が高く熱が逃げやすいため、高いエネルギー密度が必要。反射光による発振器へのダメージ対策が重要。 |
| 銅・真鍮 | 10mm 〜 12mm | 反射率が極めて高く、レーザー光を吸収しにくい。加工開始時の反射光対策(反射防止機能)が不可欠。 |
材料別に異なるレーザー加工条件
レーザー加工では素材の反射率や熱伝導率に応じ、出力や速度、周波数の適切な設定が不可欠です。鉄なら酸素、ステンレスなら窒素といったガスの使い分けや、焦点位置の微調整が高精度な品質を実現する鍵となります。
| 素材 | 使用ガス | レーザー吸収率 | 熱伝導率 | 加工のポイント |
| 鉄 (軟鋼) | 酸素 (O2) | 高い | 標準 | 酸素との化学反応熱を利用して効率よく切断。安定して切断可能。 |
| ステンレス | 窒素 (N2) | 標準 | 低い | 熱が逃げにくいため、高圧窒素で溶融金属を吹き飛ばし「無酸化」で仕上げる。 |
| アルミ | 窒素 / 空気 | 低い (反射しやすい) | 極めて高い | 熱が逃げやすいため高いパワーが必要。ドロス(バリ)が出やすく、速度調整がシビア。 |
| 銅 | 窒素 / 酸素 | 極めて低い | 非常に高い | 非常に高い反射率を持つ。加工開始時の高出力照射と、反射防止機能が必須。 |
素材選定で失敗しないための考え方
素材選定では、レーザー光の波長と材料の吸収率の相性を確認することが重要です。反射の強い銅やアルミにはファイバーレーザー、木材や樹脂にはCO2など、特性に合わせた機種を選定することで加工ミスを防げます。
レーザー加工機の種類とできることの違い
レーザー加工機は、レーザー光を発生させる発振器の媒質によって主に「ファイバー」「CO2」「YAG」の3種類に分類されます。金属加工の現場で主流のファイバーレーザーは、光の波長が金属に吸収されやすく、エネルギー密度が高いため、ステンレスやアルミ、さらには反射率の高い銅の精密切断や溶接に最適です。
一方、CO2レーザーは木材やアクリル、樹脂といった非金属素材のカットや彫刻に幅広く活用されており、素材の特性に応じて最適な機種を選定することが、加工品質を向上させる重要なポイントとなります。
レーザー加工機の種類と特徴一覧をまとめてみました。
| 種類 | 主な特徴 | 適した素材・用途 |
| ファイバーレーザー | 金属への吸収率が高く、高エネルギー密度で高速・高精度な加工が可能。 | ステンレス、アルミ、銅(高反射材)の切断・溶接 |
| CO2レーザー | 非金属素材への反応が良く、彫刻やカットの幅が広い。 | 木材、アクリル、樹脂、ガラスの切断・彫刻 |
| YAGレーザー | 波長の特徴を活かし、微細な加工や特定の印字に用いられる。 | 電子部品、薄板への微細マーキング・溶接 |
レーザー彫刻機でできるハンドメイド加工
レーザー加工機を活用すれば、木材や革、アクリルなどの素材に精密な彫刻やカットを施し、オリジナリティの高いハンドメイド製品を製作できます。微細なデザインも非接触で美しく仕上げられるのが大きなメリットです。
ハンドメイド分野での主な活用方法は以下の通りです。
- アクセサリーパーツやキーホルダーの複雑な形状カット
- 木製食器や革小物への名前・メッセージなどの文字入れ
- 布地や紙を切り抜いた繊細なデザインパーツの製作
- スマホケースや小物への高精細なオリジナルイラスト彫刻
木材や革への名入れ、アクリル等の複雑な形状カット、紙や布の繊細な切り抜き、高精細な彫刻が自在に行えます。
下記の記事では、レーザー加工の見積もりについて説明されているので合わせて参考にしてください。
家庭用レーザー加工機でできること
家庭用レーザー加工機は、小型で導入コストが低く、木材やアクリル、革などの非金属素材への彫刻や薄板カットに最適です。趣味の製作から試作まで幅広く活用でき、卓上で手軽に精密なデザインを実現できるのが魅力です。
レーザー加工のメリット・デメリット
レーザー加工機は、非接触で多様な金属素材を精密にカットできるため、金型不要で製造工程を大幅に短縮可能です。照射条件の調整により、微細な形状加工から厚板の切断まで、従来手法に比べ高い精度と速度で実現できます。
それでは、レーザー加工のメリット・デメリットを見ていきましょう。
高精度・短納期が実現できるメリット
レーザー加工機は金型が不要で、設計データから直接、複雑な形状を高速に切り出せるため大幅な工程短縮が可能です。非接触でピンポイントに照射を行うため、素材の歪みを抑えた精密な仕上がりを短時間で実現します。
金型不要でコスト削減できる理由
レーザー加工機はデジタルデータから直接切断を行うため、高価な金型の設計や製作費用が不要です。多品種少量生産でも金型交換の手間がなく、材料の最適な配置で歩留まりも向上し、トータルコストを大幅に抑えられます。
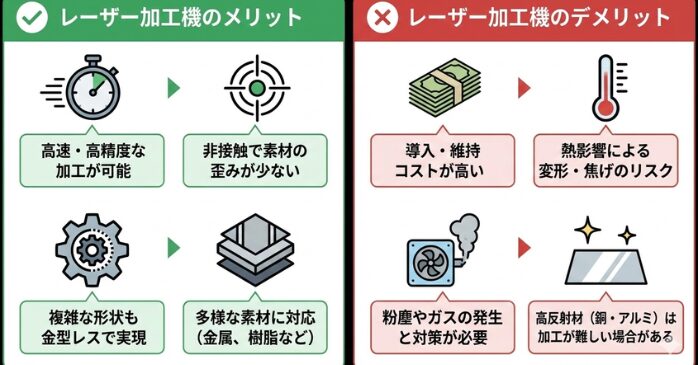
レーザー加工のデメリットと対策
レーザー加工は熱を利用するため、素材の変形や反射光による装置故障のリスクがあります。導入時は高い初期費用に加え、定期的なレンズ清掃等のメンテナンスも不可欠です。適切な出力設定と反射対策で品質を安定させましょう。
バリ・熱影響が出るケースとは
レーザー加工では、厚い板の切断や不適切な出力設定時に、熱だまりによる歪みやバリが発生しやすくなります。素材を溶かしきれず残留する粉塵や、過剰な熱照射が金属の変形を招くため、常に最適な速度調整が必要です。
他工法と比較した向き・不向き
レーザー加工は金型が必要なプレス加工に比べ、多品種少量生産や複雑な形状の精密カットに最適です。一方で、極厚板の切断はガス切断、超高精度な穴あけは放電加工が向くなど、素材や厚みで使い分けが重要となります。
| 工法 | 得意な用途・特徴 | コスト・納期の傾向 | 向かないケース |
| レーザー加工 | 多品種少量生産、複雑な形状、精密なカット、微細デザイン | 金型不要で短納期、初期コストが低い | 極厚板の切断、熱影響を完全に避けたい場合 |
| プレス加工 | 大量生産、単純な形状の連続加工 | 金型費用がかかるが、量産時の単価は安い | 少量の試作、複雑な形状変更がある場合 |
| ガス切断 | 極厚の鉄鋼材料の切断 | 設備が比較的安価 | 精密な加工、薄板の加工、熱影響が大きい |
| 水圧切断 | 熱影響を避けたい素材、厚板加工 | 非接触だが加工速度は遅め | 錆びやすい素材、加工速度を重視する場合 |
| 放電加工 | 超高精度な穴あけ・形状加工 | 精度は高いが時間がかかる | スピード重視の量産、大型の切断 |
リョーユウ工業にご相談ください

リョーユウ工業では、主にシャーリング(切断)加工、タレットパンチ加工、プレーナー加工、レーザー加工、曲げ加工、面取り加工、溶接加工を行っています。塗装に関しても協力会社を通じて対応することが可能です。
リョーユウ工業の技術
リョーユウ工業は、年間50,000件もの加工実績があり、幅広い素材や形状に対応できることが強みです。また、最新の設備を導入しており、高精度な加工が可能です。さらに、小ロットから大ロットまで対応できるため、様々なニーズに対応できます。
- シャーリング(切断)加工
- タレットパンチ加工
- プレーナー加工
- レーザー加工
- 曲げ加工
- 面取り加工
- 溶接加工
他社で断られた案件でも、リョーユウ工業なら解決できるかもしれません。リョーユウ工業に依頼しても駄目なら他でもできない最大の信頼をもらえる会社を目指しています。
レーザー加工でできることまとめ
レーザー加工は、切断・穴あけ・彫刻など多彩な加工が可能で、試作から量産まで幅広く対応できる加工方法です。本記事では、レーザー加工の基本原理やできること、加工内容の特徴に加え、対応素材や板厚の考え方、加工機の種類ごとの違いを整理しました。
さらに、メリット・デメリットや導入・依頼時の注意点も解説しています。レーザー加工を正しく理解し、自社に最適な活用判断を行うための参考にしてください。