SUS304は、優れた耐食性と加工性を備え、幅広い製品に使用される代表的なオーステナイト系ステンレス鋼です。この記事では、成分やJIS規格、機械的特性、形状別の種類、板厚規格、加工ポイント、価格相場、さらにSUS430・SUS316との違いまで、加工現場で役立つ必須知識をわかりやすく整理して解説します。
SUS304とは?
SUS304は、ステンレス鋼の代表的なグレードであり、その優れた耐食性、加工性、溶接性から、最も広く使用される金属材料の一つです。
特に、厨房機器や建築部品、化学設備など、錆びにくさが求められる環境で非常に高い需要があります。この高い汎用性と性能が、SUS304が金属加工の現場で「必須知識」とされる理由です。
SUS304のステンレス鋼としての特徴
SUS304は、約18%のクロム(Cr)と8%のニッケル(Ni)を含むオーステナイト系ステンレス鋼の代表材で、高い耐食性、強度、優れた溶接性を特徴とします。このバランスの良さにより、食品工業から建築部品まで最も広く使用される材です。
この汎用性を生み出すステンレス鋼としての主要な特徴を整理しましょう。
SUS304のステンレス鋼としての主要特性
- 基本分類: オーステナイト系に属し非磁性
- 耐食性の高さ: クロムの含有量が高く錆びにくいため一般環境での使用に優れます
- 機械的性質: 高い伸びと引張強度を持ち絞り加工などの塑性加工性が良好
- 耐熱性: 高温環境での耐熱性も比較的良好で幅広い用途に対応可能
SUS304のJIS規格の分類(JIS G4303 / G4304 / G4305)
SUS304を金属加工材として扱う際、JIS規格(日本産業規格)の分類を理解することは不可欠です。SUS304の材質自体は共通ですが、製品の形状や製造方法(熱間圧延か冷間圧延か)によって参照すべき規格が明確に分かれています。
具体的には、JIS G 4304は主に板厚がt=3.0mm以上の熱間圧延ステンレス鋼板を、JIS G 4305は板厚がt=3.0mm以下の冷間圧延ステンレス鋼板及び鋼帯を規定しています。
さらに、板ではなく棒材や形鋼の場合はJIS G 4303を参照します。この分類が、寸法許容差や仕上げ(No.1、2B、BAなど)の基準を定めています。
これらの規格は、SUS304材の品質を保証する上で基礎となるため、正確に理解しておきましょう。
SUS304に関連するJIS規格分類一覧を整理してみました。
| JIS規格番号 | 規格の名称 | 製品の形状と製造方法 |
| JIS G 4303 | ステンレス鋼棒 | 棒状、形鋼、平鋼など、断面が板状ではないステンレス鋼材。 |
| JIS G 4304 | 熱間圧延ステンレス鋼板及び鋼帯 | 熱間圧延(高温で加工)で製造された厚板や鋼帯(コイル状の板)。一般に板厚が3.0mm以上の厚い板が該当することが多い。 |
| JIS G 4305 | 冷間圧延ステンレス鋼板及び鋼帯 | 冷間圧延(常温で加工)で製造された薄板や鋼帯(コイル状の板)。一般に板厚が3.0mm未満の薄い板が該当することが多い。 |
SUS304の化学成分(成分比)と性能に与える影響
SUS304の特性は、その独自の化学成分によって決定されます。この素材は、鉄をベースに、クロム(Cr)を約18%、ニッケル(Ni)を約8%含むのが最大の特徴です。
特にニッケルは、SUS304をオーステナイト系に分類させ、優れた靭性、高い溶接性、非磁性という特性を付与しています。また、クロムは、酸素と結合して強固な不動態皮膜を表面に形成し、高い耐食性を発揮します。
その他の微量成分として、炭素(C)が0.08%以下に抑えられ、強度と溶接時の耐粒界腐食性のバランスを取っています。
これらの成分比こそが、SUS304を金属加工現場の代表材を占めている理由です。
SUS304の主要成分と機械的性質を整理してみました。
SUS304の比重・密度と加工設計への影響
SUS304ステンレス鋼の比重(密度)は約7.93であり、鉄(純鉄や一般鋼)と比べてわずかに低い程度です。これは、主要な合金成分であるクロムとニッケルの影響です。
この高い比重は、製品の重量設計や輸送コストに直結するため、加工設計の初期段階で正確に考慮する必要があります。特に大型部品や多数個の部品を製造する際、材料の重量は無視できないコスト要因となります。
この密度は、熱伝導率や熱膨張率といった熱特性にも関連しています。設計時に考慮すべき比重と密度に関する基本情報です。
SUS304の比重・密度と設計上の留意点を整理してみました。
| 項目 | 規定値・特性 | 詳細と設計への影響 |
| 比重 | 約7.93 | 一般鋼(約7.85)とほぼ同等の高い値。材料の重さを把握する基本値。 |
| 密度 | 約 7.93g/cm3 | 正確な重量計算に必須。部品の総重量を決定づける。 |
| 設計・計算への影響 | 輸送・設置コスト | 部品の重量が大きくなるため、強度計算とコスト計算に不可欠。 |
| 熱特性 | 熱伝導率が低い | 密度が高いことに加え、合金成分の影響で、一般鋼に比べ熱伝導率は劣ります。加工時の熱対策に留意が必要です。 |
SUS304 2B仕上げ・No.1・BAなど代表的表面仕上げの違い
SUS304の表面仕上げは、用途や美観によって選び分けられ、2B、No.1、BAなどが代表的です。2Bは最も一般的に流通し、適度な光沢を持つ標準仕上げ。
No.1は熱間圧延後の処理で、光沢がなく耐食性重視の厚板向けです。BAは鏡面に近い高い光沢が特徴です。これらは加工プロセスが異なるため、板厚や加工性に影響を与える場合があります。それぞれの仕上げが持つ特性を正確に理解し、製品の設計に活かすことが重要です。
SUS304の代表的な表面仕上げと特徴を整理してみました。
| 仕上げ記号 | 表面の状態と光沢 | 製造プロセス | 用途と特徴 |
| 2B仕上げ | 標準的な光沢を持つ銀白色。わずかな梨地模様。 | 冷間圧延後、熱処理・酸洗・スキンパス | 最も広く使用される仕上げ。厨房機器、一般建築部品など。 |
| No.1仕上げ | 光沢が低い粗面(ざらざらした)仕上げ。 | 熱間圧延後、熱処理・酸洗 | 主に厚板に用いられ、工業用の耐食環境や構造用部品で使用。 |
| BA仕上げ | 鏡面に近い高い光沢を持つ仕上げ。 | 冷間圧延後、光輝焼鈍 (BA) | 美観が最優先される用途、反射板や高級設備、装飾品に使用。 |
SUS304の機械的特性と耐食性のポイント
SUS304は、高い引張強度(520N/㎜2以上)と良好な伸びを両立する機械的特性を持つ上、クロム18%による強固な不動態皮膜で優れた耐食性を発揮します。
この耐食性の高さは、水回りや化学的な環境での使用性を決定づけ、オーステナイト系としての高い靭性も相まって、幅広い用途の部品に活用されています。
下記の記事では、ステンレス加工の見積もりで最適な加工業者の見つけ方を紹介されていますのでぜひ参考にしてください。
引張強さ・硬さ・耐熱性の基礎データ
SUS304は、JIS規格で引張強さが520N/mm2以上、硬さ(HV)が200HV以下と規定されており、高い強度と良好な伸びを両立しています。
また、オーステナイト系としての優れた耐熱性(約870℃まで使用可能)も特徴で、多様な高温環境に対応できます。
SUS304の主要な機械的特性(基礎データ)
- 引張強さ: 520N/mm2以上(強度を示す最も重要な指標)
- 硬さ: 200HV以下(JIS G 4305の冷間圧延鋼板の場合)
- 耐熱性: 870℃以下の温度環境下での使用性が可能
- 伸び: 40%以上(高い延性を示し、絞り加工に優れる)
耐食性に優れる理由(クロム含有による不働態皮膜)
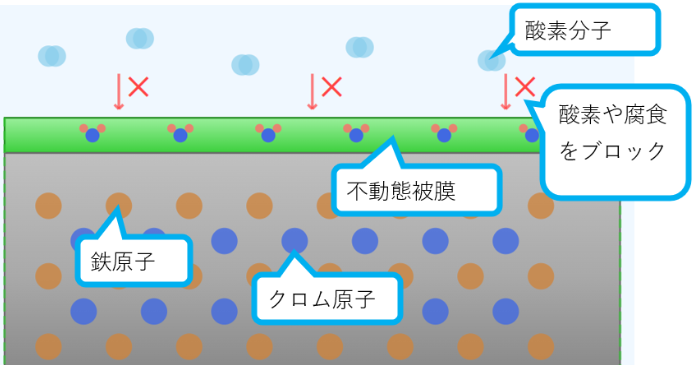
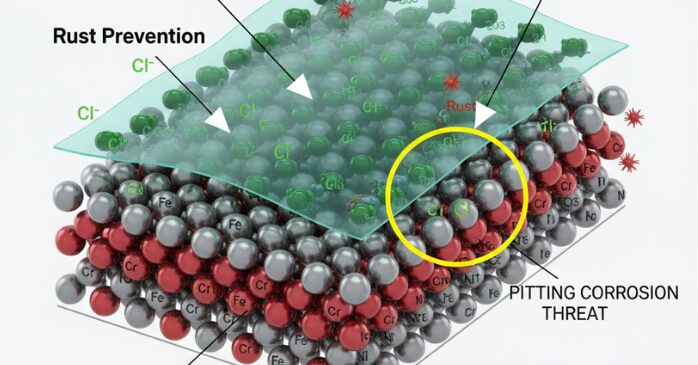
SUS304の優れた耐食性は、約18%以上含まれるクロム(Cr)が鍵です。このクロムが空気中の酸素と結合し、金属表面にごく薄い強固な「不動態皮膜」を自動的に形成します。
この皮膜が内部の鉄と合金成分を腐食環境から遮断するため、錆びにくいという特徴が生まれます。
磁性の有無とオーステナイト系の特徴
SUS304はオーステナイト系ステンレス鋼に分類され、ニッケル(Ni)を多く含むことで、本来は非磁性(磁石につかない)という大きな特徴を持っています。
しかし、冷間加工(絞りや曲げなど)を行うと、組織の一部がマルテンサイトに変態し、弱い磁性を帯びるようになる加工硬化が発生します。この磁性の有無は、特定の電子機器や測定機器の部品に使用する際の重要な選定ポイントとなります。
溶接性のメリット
SUS304はオーステナイト系の合金であるため、溶接性に優れており、溶接後の強度や延性を高く保つことが可能です。
炭素(C)含有量が0.08%以下と低く抑えられているため、溶接時に耐食性を劣る原因となる粒界腐食が発生しにくいという特徴があります。特別な予熱や後熱処理が必要ないため、製品の製造効率が高いです。
SUS430などフェライト系との機械的性質の比較
SUS304はオーステナイト系であり、SUS430などのフェライト系ステンレス鋼材と機械的性質が大きく異なります。フェライト系は磁性を持ちますが、SUS304は非磁性です。
また、SUS304は高い強度と良好な伸びを両立し、絞り加工に優れます。これに対し、フェライト系は加工性が劣る傾向がある一方、熱伝導率は優れるという特徴を持ちます。
両者の主な違いを整理しましょう。
| 項目 | SUS304(オーステナイト系) | SUS430(フェライト系) |
| 磁性 | 非磁性 (加工により弱磁性が発生する可能性あり) | 磁性を持つ (磁石につく) |
| 主要合金成分 | クロム(Cr) + ニッケル(Ni) を含む | クロム(Cr) のみ (Niを含まない) |
| 延性・加工性 | 高い伸びがあり、絞り加工性に優れる | 延性が低く、絞り加工性は劣る |
| 加工硬化 | 加工硬化が強く、切削・穴あけ時に注意が必要 | 加工硬化が少ない |
| 熱特性 | 熱伝導率が劣る (熱が伝わりにくい) | 熱伝導性が優れる (熱が伝わりやすい) |
| 価格傾向 | ニッケルを含むため、一般的に高価になる傾向がある | ニッケルを含まないため、比較的安価 |
SUS304の加工性:切削・溶接・曲げ・研磨の最適条件
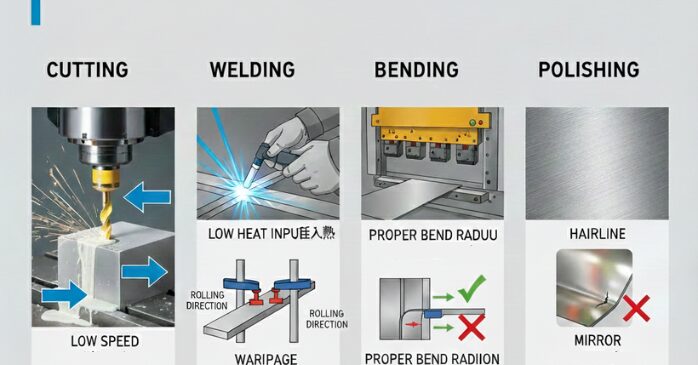
SUS304はオーステナイト系のため、良好な伸びによる曲げや絞り加工性に優れます。一方、切削加工では加工硬化が強く発生し、熱伝導率が劣るため、工具寿命や熱変形に注意が必要です。
溶接性は優れていますが、熱ひずみ対策が必要です。耐食性を保つため、研磨後の表面処理も重要になります。
SUS304の切削加工で注意すべき硬化性と刃具選定
SUS304の切削加工で最も重要なのは加工硬化への対策です。オーステナイト系は変形することで表面が急速に硬化する特徴があり、一度の加工で十分な切削量を確保しないと、工具が硬化層を切削することになり、工具寿命が劣るだけでなく、製品の精度にも影響します。また、熱伝導率が劣るため、熱を逃がす工夫も必要です。
切削加工で注意すべき硬化性と刃具選定のポイント
- 加工硬化: 強い特性を持つため、低速・高送りで硬化層の下まで確実に切り込むことが必要
- 熱特性: 熱が逃げにくいため、切削油を多く使用し熱による変形や工具の摩耗を防ぐ
- 刃具選定: 強度と耐熱性に優れた超硬工具を使用
溶接時の歪み対策と溶加材の選び方
SUS304は溶接性に優れるオーステナイト系ですが、一般鋼材に比べて熱膨張率が高く、熱伝導率が劣るため、溶接時に熱が集中しやすく、大きな歪みが発生しやすい特徴があります。
歪み対策として入熱を抑える工夫と、耐食性を維持するための適切な溶加材の選定が必要です。
下記の記事では、ステンレス加工では、なぜ「リョーユウ工業株式会社」なのか?合わせて参考にしてください。
曲げ加工で割れを防ぐコツと最適条件
SUS304はオーステナイト系のため伸びが良好で曲げ加工性に優れますが、加工硬化が強く、割れを防ぐには圧延方向に注意し、高い強度を生かしつつ適切な曲げ半径の設計が必要です。
適切な曲げ半径の設定と圧延方向の関係が、割れを防ぐための重要な加工のポイントです。
曲げ加工で割れを防ぐコツと最適条件
- 伸び: 高い伸び40%以上を持つため、絞り加工や曲げ加工性が優れる
- 曲げ半径: 板厚に対して小さい曲げ半径は割れの原因となるため、適切な寸法を設計する
- 割れ対策: 圧延方向と直角に曲げる方法が、割れが発生しにくいとされる
- 硬化: 加工硬化により硬度が向上するためスプリングバック量を考慮した加工が必要
加工後の耐食性を保つための処理(酸洗い・不動態化処理)
SUS304の加工や溶接を行うと、表面に鉄粉が付着したり、クロムの酸化層が破壊されたりして、耐食性が劣る場合があります。これを防ぐため、酸洗やパシベーション(不動態化処理)と呼ばれる化学的表面処理が必要です。
これらの処理は、クロムによる不働態皮膜を再生・強化し、本来の優れた耐食性を回復させる目的的な方法です。
加工後の耐食性を保つための表面処理
- 酸洗: 溶接や熱処理後の酸化スケールや鉄粉などの不純物を化学的に除去
- 不動態化処理: 酸洗などで除去された不働態皮膜を化学的に再生・強化し、耐食性を向上
- 目的: 加工後に低下した耐食性を回復させ、錆びの発生を防ぐ
- 適用: プラント設備、食品工業など高い耐食性が必要な用途の部品に対し必須の処理である
SUS304と他ステンレス材の違い:SUS430・SUS316との比較

SUS304はオーステナイト系の代表材ですが、他のステンレス鋼材と比較することで、その特徴が明確になります。SUS430(フェライト系)と比べ、SUS304はニッケル(Ni)を含むため非磁性で耐食性・強度が優れます。
一方、SUS316はさらにモリブデンが添加され、SUS304よりも塩化物環境での腐食に強く、特に高い水準の耐食性が必要な用途に使用されます。
SUS304、SUS430、SUS316の主要な違い比較一覧を整理してみました。
| 項目 | SUS304 | SUS430 | SUS316 |
| 分類 | オーステナイト系 | フェライト系 | オーステナイト系 |
| 主要成分 | Cr(約18%) + Ni (約8%) | Cr(約18%)のみ | Cr+Ni+Mo(モリブデン) |
| 磁性 | 非磁性 (加工で弱磁性発生の可能性あり) | 磁性を持つ | 非磁性 |
| 耐食性 | 優れる | 劣る (304に比べ、特に塩化物環境に弱い) | 非常に優れる (304より孔食に強い) |
| 延性・伸び | 良好 (絞り・曲げ加工性が優れる) | 劣る | 良好 |
| 価格傾向 | 標準的 | 安価 (Niを含まないため) | 高価 (Moを含むため) |
| 主な用途 | 厨房、建築、車両部品 | 家電部品、コスト重視の部品 | 化学プラント、医療、厳しい環境 |
リョーユウ工業にご相談ください

リョーユウ工業では、主にシャーリング(切断)加工、タレットパンチ加工、プレーナー加工、レーザー加工、曲げ加工、面取り加工、溶接加工を行っています。塗装に関しても協力会社を通じて対応することが可能です。
リョーユウ工業の技術
リョーユウ工業は、年間50,000件もの加工実績があり、幅広い素材や形状に対応できることが強みです。また、最新の設備を導入しており、高精度な加工が可能です。さらに、小ロットから大ロットまで対応できるため、様々なニーズに対応できます。
- シャーリング(切断)加工
- タレットパンチ加工
- プレーナー加工
- レーザー加工
- 曲げ加工
- 面取り加工
- 溶接加工
他社で断られた案件でも、リョーユウ工業なら解決できるかもしれません。リョーユウ工業に依頼しても駄目なら他でもできない最大の信頼をもらえる会社を目指しています。
SUS304まとめ
SUS304は、成分・規格が明確で耐食性と加工性に優れる代表的ステンレス鋼です。この記事では、機械的特性、形状別の種類、板厚規格、切削・溶接・曲げ・研磨といった加工条件、さらに価格相場や他材質との比較まで整理しました。
設計・加工・材料選定の各工程で役立つ基礎知識として活用してください。