フライス加工は、加工原理や機械の選び方、加工方法、条件設定によって精度と品質が大きく左右される加工技術です。この記事では、フライス加工の基礎知識から加工機の種類、代表的な加工方法、適切な加工条件の考え方、さらに精度と仕上げ品質を高めるポイントまでを体系的にわかりやすく解説します。現場で役立つ実践的な知識を身につけたい方に最適な内容です。
フライス加工とは?

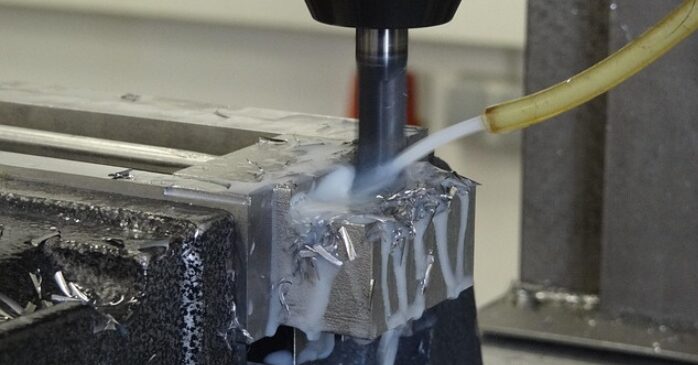
フライス加工とは、工作機械の主軸に固定したフライスやエンドミルなどの切削工具を高速回転させ、テーブルに固定した金属材料に当てて削る切削加工方法です。
旋盤が材を回転させるのに対し、工具側を回転させる点が大きな特徴です。平面や側面、段差、溝、穴あけなど、さまざまな形状を高い精度で効率良く作ることが可能で、金型や精密部品の製造に広く用いられています。
フライス加工の英語表記と海外での呼び方
フライス加工は英語で「Milling」と呼ばれ、切削工具は「Milling cutter」と表現されます。工作機械自体は「Milling machine」と呼び、海外の製造現場でも広く一般的に使われる用語です。
主な英語表記と関連用語を以下に整理してみました。
- Milling(フライス加工・切削)
- Milling Machine(フライス盤・工作機械)
- End Mill(エンドミル・溝や側面の削り出し工具)
- Face Milling(正面フライス・平面仕上げ)
フライス加工は英語でMillingと呼び、工作機械やエンドミル、正面フライス等の用語も広く世界共通です。
旋盤加工との違い
旋盤がワークを回転させて円筒状に削るのに対し、フライス加工は固定した材に回転する工具を当てて削る点が大きな違いです。このため、角物や平面、複雑な溝形状の製作にはフライス盤が圧倒的に適しています。
旋盤加工とフライス加工との違いをまとめてみました。
| 比較項目 | 旋盤加工 | フライス加工 |
| 回転体 | ワーク(材料)が回転する | 工具が回転する |
| 得意な形状 | 円筒・丸棒状(円形) | 角物・平面(多角形) |
| 主な加工内容 | 外径削り、穴あけ、ねじ切り | 平面仕上げ、溝加工、段差加工 |
| 加工の柔軟性 | 対称な形状が基本 | 非対称な形状や複雑な曲面も可能 |
| 固定方法 | チャックで材料を掴む | テーブルに材料を固定する |
フライス加工の基本構造と加工原理
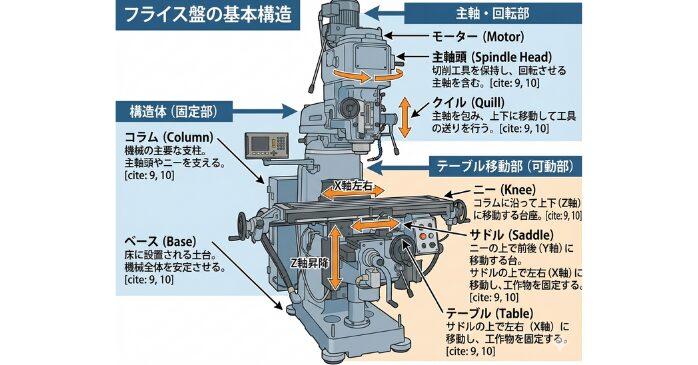
工作機械の主軸に取り付けた切削工具を高速回転させ、テーブルに固定したワークへ送りを与えることで削り取るのが基本原理です。複数の刃で金属を連続的にカットするため、高い効率で精密な平面や溝を形成できます。
フライス盤を構成する主な部位と機能を整理してみました。
- 主軸(スピンドル):工具を保持し高速回転させる心臓部
- テーブル:材料を固定し、前後左右に動かして送りを行う台
- 切削工具(エンドミル等):回転して材料を直接削り取る刃物
- 制御装置:NC加工において、工具の動きを数値制御するユニット
フライス盤は、主軸・テーブル・切削工具・制御装置が連動し固定した材料を精密に削り出す構造です。
フライス加工が使われる代表的な製品例
フライス加工は、平面や溝、複雑な3次元形状を高精度に作れるため、精密な金型や自動車・航空機のエンジン部品、産業用ロボットの筐体など、高い信頼性が求められる製品の製造に幅広く活用されています。
代表的な製品事例と加工内容は以下の通りです。
- 自動車関連:複雑な形状のエンジン部品やアルミホイール
- 精密機械:マシニングセンタ等の機体部品や高精度なベースプレート
- 金型製造:プラスチック成形用やプレス用の複雑な3D曲面形状
- 医療機器:高い表面品質が求められるインプラントや手術用器具
自動車や金型、精密機械から医療機器まで、複雑な形状や高い精度が求められる製品に幅広く活用されています。
フライス加工機の種類と特徴

フライス加工機には、主軸の方向や制御方法によりさまざまな種類が存在します。主軸が垂直な立フライス盤は平面や溝加工に適し、水平な横型は重切削や多面加工に強みを発揮します。
手動で操作する汎用機に対し、現代の製造現場では数値制御を行うNCフライス盤や、工具の自動交換機能を備えたマシニングセンタが主流です。これにより、複雑な3次元形状も高い精度で効率的に削り出すことが可能となりました。
工作機械の種類と特徴がひと目でわかる一覧表にまとめてみました。
| 機械の種類 | 主な構造・制御 | 得意な加工・特徴 |
| 立フライス盤 | 主軸が垂直(上下方向) | 上面の平面削り、溝加工、穴あけ作業に最適 |
| 横フライス盤 | 主軸が水平(横方向) | 重切削、サイドカッターを用いた深い溝切り |
| NCフライス盤 | 数値制御による自動送り | 正確な位置決めが可能で、自動加工を実現 |
| マシニングセンタ | ATC(自動工具交換装置)を搭載 | 複数の工程(削り・穴あけ等)を一括で自動処理 |
汎用フライス盤の特徴と用途
汎用フライス盤は、作業者が手動でハンドルを動かし、刃物の位置や送りを調整する工作機械です。一点物の試作や簡単な形状の削り、治具の製造に適しており、現場の熟練技術による柔軟な対応が最大のメリットです。
汎用機が活躍する主な作業内容は以下の通りです。
- 単品部品や急ぎの追加工
- 複雑なプログラムを組むまでもない単純な面出し
- 削りながら微調整が必要な金型の補修
- 実習や技術習得のための基礎的な切削作業
単品の追加工や単純な面出し、金型補修など、現場での柔軟な微調整や基礎的な切削作業に広く重宝されます。
NCフライス盤のメリット
NCフライス盤は数値制御により工具の動きを自動化し、手動では難しい複雑な曲面や精密な形状を正確に削り出せます。常に同じ条件で加工を行えるため、品質の安定と量産時の生産性向上を同時に実現できる点が大きなメリットです。
NC化によって得られる具体的な利点を以下にまとめます。
- プログラムによる高度な寸法精度の維持
- 複雑な3次元形状や曲面への対応
- 作業の自動化による人件費削減と高速加工
- 同一品質の製品を大量に作るリピート加工への適性
数値制御により、高度な精度維持や複雑形状への対応が可能となり、自動化による生産性向上も実現します。
下記の記事では、切削加工の基礎知識について解説されているのでぜひ参考にしてください。
加工内容に応じたフライス加工機の選び方
最適なフライス盤の選定には、製品の形状や生産量、求める精度を考慮することが重要です。単品の試作や単純な面出しなら汎用機、複雑な3次元形状の量産ならマシニングセンタといった、目的に合わせた選択が効率化の鍵となります。
加工機選定時の主なチェックポイントをまとめてみました。
- 加工物のサイズと重量に対するテーブルの積載能力
- 素材の硬度や切削量に応じた主軸回転数と剛性
- 製造工程数に合わせたATC(自動工具交換装置)の必要性
- 設置スペースと作業環境に最適な機械タイプの選定
ワークサイズ、素材への剛性、工程数に応じたATCの有無、設置環境を考慮して最適な加工機を選定します。
フライス加工の種類と代表的な加工方法
フライス加工には、作りたい形状や目的に応じてさまざまな手法が存在します。広い面積を平らに仕上げる正面フライス削りや、エンドミルを使って溝や段差、複雑な3次元曲面を作る加工が代表的です。
また、ドリルを併用した穴あけや、サイドカッターによる外周の切り欠きなど、一工程で多様な形状に対応できる点が大きな強みです。適切な工具と送り方向の選定により、精密部品から金型まで幅広い製品を効率良く製造できます。
エンドミルによるフライス加工
エンドミルは外周と底面に刃を持ち、回転しながら動かすことで平面、側面、溝などを一本で加工できる万能な切削工具です。マシニングセンタ等で広く使われ、複雑な3次元形状や精密な段差の削り出しに適しています。
エンドミルを用いた主要な加工手法と用途は以下の通りです。
- スクエアエンドミル:直角な段差や溝を作る基本の平面・側面削り
- ボールエンドミル:金型などの滑らかな3次元曲面やR形状の仕上げ
- ラフィングエンドミル:波状の刃で切削抵抗を抑え、大きな切削量で行う荒加工
- 穴あけ・座ぐり:ドリルに近い形状を活かした、精度の高い穴加工や底面仕上げ
スクエアやボール等の種類を使い分け、平面から曲面、荒加工や高精度な穴あけまで幅広く対応可能です。
複合加工で広がるフライス加工の可能性
複合加工機は旋盤の回転機能とフライス加工を融合させ、一つの機械で部品を完成に導きます。工作物を取り付け直す手間が省けるため、工程間の位置ズレを防ぎ、高精度かつ高速に複雑な形状を削り出すことが可能です。
複合加工がもたらす革新的なメリットを以下に紹介します。
- 工程集約によるリードタイムの大幅な短縮
- ワンチャッキング加工による同軸度や直角度の精度向上
- 旋削とミーリングを組み合わせた高度な3次元形状への対応
- 段取り替え回数の削減による人為的ミスとコストの抑制
工程集約で納期を短縮し、一括加工により精度も向上。コスト抑制と複雑な形状への対応を同時に実現します。
フライス加工条件の考え方と設定ポイント
フライス加工の品質を左右する切削条件は、工具の回転速度と送り速度、切り込み深さのバランスで決まります。被削材の材質や硬度、使用するエンドミルの径や刃数に応じて、主軸回転数を適切に設定することが重要です。
無理な条件は刃物の摩耗や折損を招き、逆に遅すぎると加工効率が低下します。機械の剛性やワークの固定状態を考慮し、振動を抑えつつ高い表面精度と生産性を両立させる最適な数値を導き出す技術が求められます。
切削速度・送り速度の基礎
切削速度は刃物の回転による外周の速さ、送り速度はテーブルが移動する速さを指します。これらは素材の硬度や工具径から算出し、適切なバランスで設定することで、刃物の摩耗を抑えつつ高精度な仕上げが実現可能です。
速度設定時に意識すべき基本的な計算要素を以下にまとめます。
- 主軸回転数:切削速度と工具径から算出される一分間あたりの回転数
- 刃当たり送り量:刃一枚が一度の回転で削る量
- 被削材別の基準:アルミや鋼など、材質ごとに最適な切削速度の選択
- 機械剛性:振動を防ぎ設定した速度を安定して維持するための工作機械の能力
素材別の基準速度から回転数と送り量を算出し、機械剛性を考慮して安定した面精度と効率的な加工を目指します。
切込み量と加工条件の関係
切込み量は一度に削る深さや幅を指し、加工能率と工具寿命に直結します。大きく削れば生産性は高まりますが、負荷が増えて振動や精度低下を招くため、荒加工と仕上げ加工で適切に使い分ける調整が不可欠です。
切込み量設定時に配慮すべき重要事項を以下に整理します。
- 荒加工:切込みを大きく取り、排出効率を優先して最短時間で形状を成形
- 仕上げ加工:切込みを小さく抑え、切削抵抗を低減させて滑らかな面を実現
- 工具剛性:エンドミルの径や突き出し長さに応じた限界切込み量の把握
- 機械負荷:主軸トルクやクランプ力に見合った、無理のない条件設定の遵守
荒加工と仕上げで切込み量を使い分け、工具の剛性や機械負荷を考慮して、効率と精度を両立させます。
下記の記事では、切削条件について解説されているので合わせて参考にしてください。
材質別のフライス加工条件の目安
切削条件は被削材の硬度や熱伝導率により大きく異なります。アルミ合金などの軟材は高速回転での能率的な加工が適していますが、ステンレスや難削材では刃物の摩耗を抑えるため、低速かつ適切な冷却が不可欠です。
代表的な材質ごとの加工特性と条件の目安を以下にまとめます。
- アルミ合金:溶着を防ぐため高速切削を行い、切れ味の良い工具を選択
- 炭素鋼(S45C等):汎用的な条件が適用しやすく、剛性と速度のバランスを重視
- ステンレス鋼:加工硬化が起きやすいため、低速で確実に切り込む条件を設定
- 鋳鉄:切り屑が粉状になるため、排出性の良いカッターや乾式加工を検討
アルミは高速、鋼は剛性重視、ステンレスは低速、鋳鉄は排出性など、素材特性に合わせた条件設定が重要です。
加工条件が仕上がりに与える影響
回転数や送り速度などの切削条件は、製品の表面粗さや寸法精度に大きく影響します。適切な設定は工具の摩耗を抑えて寿命を延ばし、バリの発生や熱変形を防ぐため、高品質な金属加工を実現する上で極めて重要です。
加工条件が仕上がり品質に及ぼす主な影響を以下にまとめます。
- 送り速度と面粗度:送りを最適化することで、鏡面に近い滑らかな仕上げ面を実現
- 回転速度と熱影響:適切な回転数設定により、刃先の過熱を防ぎ素材の変質を抑制
- 切り込み量と寸法精度:負荷を制御し、工作機械の振動を抑えて正確な形状を維持
- 刃物寿命の安定化:条件の適正化により、摩耗を遅らせて長時間の安定生産を可能にする
速度や切り込み量の最適化により、面粗度や寸法の精度が向上し、工具寿命の延長と安定生産が可能になります。
フライス加工条件でよくある失敗例
不適切な回転数や送り速度の設定は、工具の異常摩耗や破損を招き、ワーク表面にビビリやバリを発生させます。また、切り屑の排出不良は再切削による精度低下を引き起こし、製品の品質や生産性を大きく損なう原因です。
フライス加工の現場で頻発する代表的な失敗例と原因を以下に紹介します。
- 工具の折損:過剰な送りや切り込み深さが原因で、刃先が負荷に耐えきれず破損
- ビビリの発生:機械の剛性不足や回転速度の同期により、加工面に波状の模様が出現
- 構成刃先の形成:切削熱による素材の溶着が原因で、仕上げ面の粗さや寸法精度が悪化
- 切り屑の詰まり:深い溝加工等で排出が滞り、工具の熱損傷やワークへの傷が発生
過剰負荷による破損やビビリ、溶着、切り屑詰まりに注意し、条件調整で精度低下や工具損傷を防ぎます。
フライス加工の精度と仕上げ品質を高めるコツ
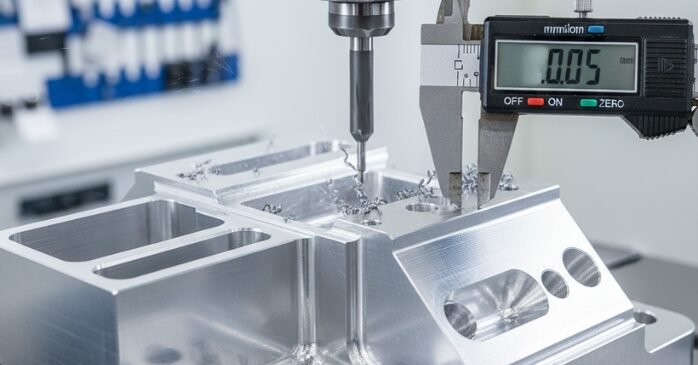
フライス加工の精度を極めるには、工作機械の剛性確保とワークの確実な固定が基本となります。特に精密な仕上げを求める際は、工具の突き出し量を最小限に抑えて振動を制御し、熱変形を防ぐための適切な冷却が必要です。
また、荒加工で発生した応力を逃がしてから仕上げ加工を行うといった工程管理も重要です。使用するエンドミルの刃先状態や主軸の振れを常に確認し、摩耗が進む前に適切に交換することで、安定した高品質な製品作りが可能になります。
加工精度を安定させる段取りの工夫
段取りではワークの清掃と水平出しを徹底し、基準面を正確に合わせることが精度向上の鍵です。エンドミルの突き出し量を短く抑え、ボルトやバイスで均等に固定することで、切削時の振動や位置ズレを最小限に防げます。
フライス加工の仕上げ方法と注意点
仕上げ工程では、取り代を小さく設定し高速回転で削ることで、滑らかな表面と正確な寸法を実現します。工具の摩耗や切り屑の噛み込みは面粗度を悪化させるため、常に刃先の状態を確認し、適切な冷却を行うことが重要です。
工具摩耗が仕上げに与える影響
切削工具の摩耗が進むと刃先の切れ味が低下し、切削抵抗が増大して仕上げ面の粗さや寸法精度に悪影響を及ぼします。摩耗したエンドミルは発熱を招き、素材の熱変形やバリの発生を引き起こすため、適切な寿命管理が必要です。
リョーユウ工業にご相談ください

リョーユウ工業では、主にシャーリング(切断)加工、タレットパンチ加工、プレーナー加工、レーザー加工、曲げ加工、面取り加工、溶接加工を行っています。塗装に関しても協力会社を通じて対応することが可能です。
リョーユウ工業の技術
リョーユウ工業は、年間50,000件もの加工実績があり、幅広い素材や形状に対応できることが強みです。また、最新の設備を導入しており、高精度な加工が可能です。さらに、小ロットから大ロットまで対応できるため、様々なニーズに対応できます。
- シャーリング(切断)加工
- タレットパンチ加工
- プレーナー加工
- レーザー加工
- 曲げ加工
- 面取り加工
- 溶接加工
他社で断られた案件でも、リョーユウ工業なら解決できるかもしれません。リョーユウ工業に依頼しても駄目なら他でもできない最大の信頼をもらえる会社を目指しています。
フライス加工まとめ
この記事では、フライス加工の基礎知識から加工機の種類、代表的な加工方法、適切な加工条件の考え方、精度と仕上げ品質を高めるポイントまでを体系的に解説しました。
加工原理を理解し、目的に合った機械・条件・工具を選定することで、安定した高品質なフライス加工が実現できます。現場での品質向上と効率化にぜひ役立ててください。