金属の曲げ加工は、部品や製品づくりの基本技術と言えます。しかし曲げの仕組みや注意点まで押さえている人は意外と少ないものです。
この記事では、曲げ加工とは何か、どんなメリットがあるのか、曲げに関する基礎知識をわかりやすく解説します。曲げ加工で失敗を減らしたい、量産・試作を安定させたい方はぜひ最後まで読んでいってください。
\お気軽にご相談ください/
金属の曲げ加工とは?

家電製品の部品やスチールラック、配管など私たちの日常には曲げ加工を施した製品が多くあります。曲げ加工は素材を削らずに形を変えられるため、材料を無駄にせず強度を保ったまま仕上げられる点が特徴です。
また、直角から滑らかなカーブまで自在に作れるため、デザイン性と機能性を両立できます。近年は小ロットから量産まで対応できる設備が普及し、DIYや試作でも活用が広がりました。
金属は硬い素材ですが、適切な力と道具を使うことで狙いどおりに曲げられます。力を加えて金属に角度や曲線をつける加工方法を「曲げ加工」と呼びます。板状の金属を直角に折ったり、パイプを滑らかに丸めたりするのが典型的な例です。材料(ワーク)を金型にセットして上から力を加えると、設計どおりの角度や形に成形できます。
曲げ加工は単純な力任せではなく、金属のしなりや反発を考えながら形を整える繊細な技術です。素材の厚みや種類、加工内容によって適切な力加減や工具選びは変わるため、材料の特性を見極め、加工条件を調整する技術が必要です。
金属を曲げるとどんなメリットがある?
金属の曲げ加工には、機能性や効率、デザイン性において多くのメリットがあります。まず、1枚の金属板を曲げるだけで立体的な構造を作れる点が特徴です。切断や溶接といった工程を減らせるため、製造がシンプルになり、材料の無駄も抑えられます。
溶接による接合部がないということは、強度や耐久性が高いという点もポイントです。また、金型を用いて同じ形状を繰り返し加工できるため、品質の安定性に優れ、大量生産にも向いています。寸法や角度を数値で管理できるため、精度の高い加工も可能です。
さらに、滑らかな曲線や複雑な立体形状にも対応しやすく、デザイン性の高い製品づくりにも適しています。曲げ加工は建築や家具、家電の外装など、見た目にこだわる分野でも活躍の場は広がっています。コスト、強度、意匠性のバランスが取れた汎用性の高い加工方法と言えるでしょう。
複雑な形状も一体成形できる高い自由度
金属の曲げ加工では、直角曲げだけでなくカーブや段差、傾斜など、様々な形状に対応できます。複数の部品を溶接して組み立てていた構造も、工夫次第で1枚の金属板を曲げるだけで、立体的に一体成形することが可能です。
接合なしで形にできるため、見た目がすっきりと美しく、強度にも優れます。外から見えにくい構造部材はもちろん、デザイン性が求められる外装部品にも適した加工です。
さらに、金属の種類や厚みに合わせて、曲げ角度や位置を細かく調整できるため、設計の自由度が高く、空間や用途にぴったり合った部品をつくることができます。少量生産でも設計通りに仕上がりやすく、試作品やカスタム品の製作にも向いています。
溶接なしで強度の高い部品が作れる
金属部品の組み立てには、通常、溶接やボルトなどの接合方法が使われます。しかし、曲げ加工によって1枚の金属をそのまま曲げて一体成形することで、より高い強度と耐久性を実現できます。接合部がないため、ズレや隙間が発生しにくく、衝撃や振動にも強くなります。
たとえば、自動車や産業機械のフレームのように高い剛性が求められる場面に適しています。また、溶接では熱によるひずみや素材の劣化が懸念されますが、曲げ加工はワークに熱を加えないため、素材の特性を保ったまま成形できます。
このように、耐久性の高い部品を無駄なく、安定して製造できるのが曲げ加工の大きな特徴です。
曲げの基本の仕組み
金属をセットする:ダイとパンチの基本構造
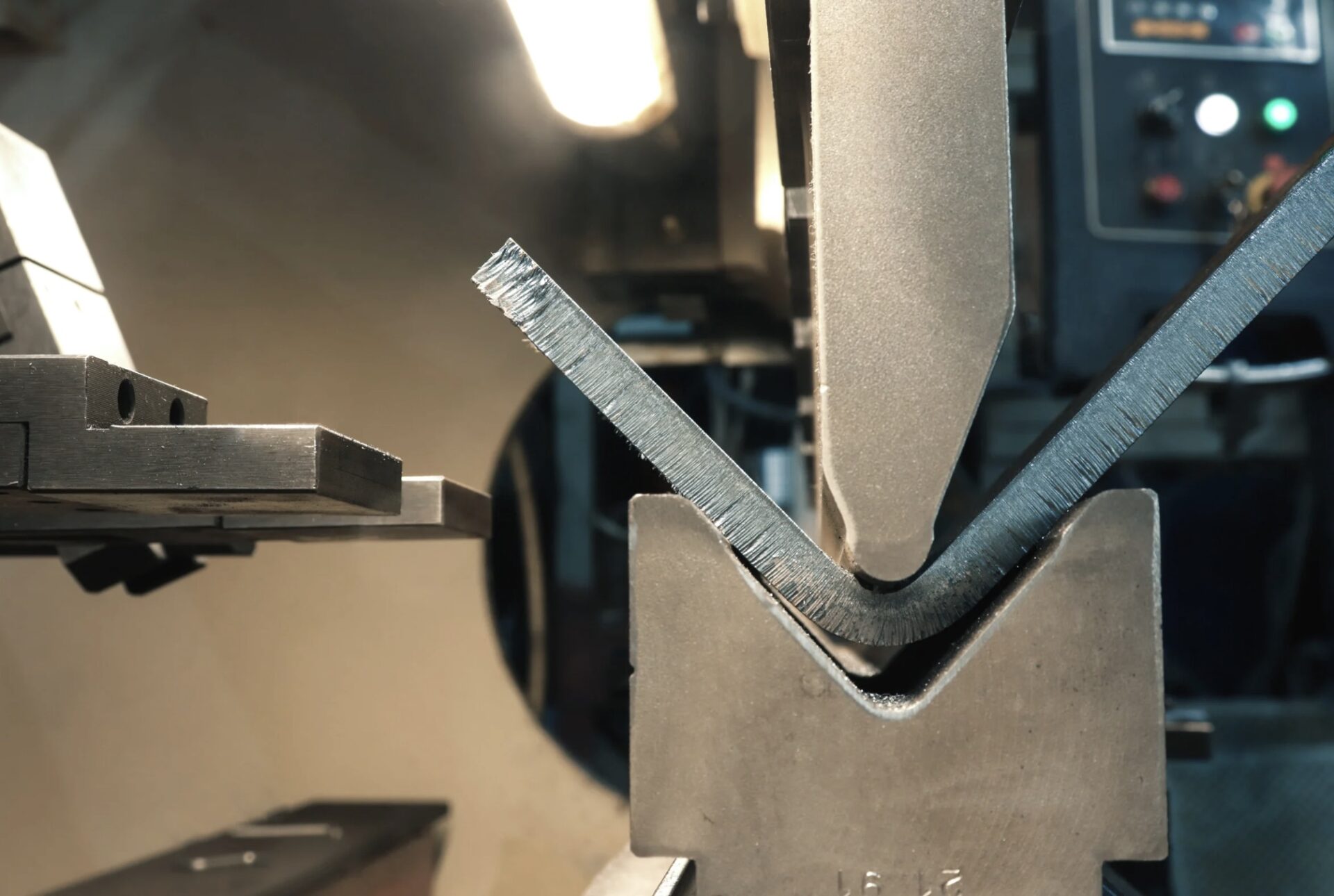
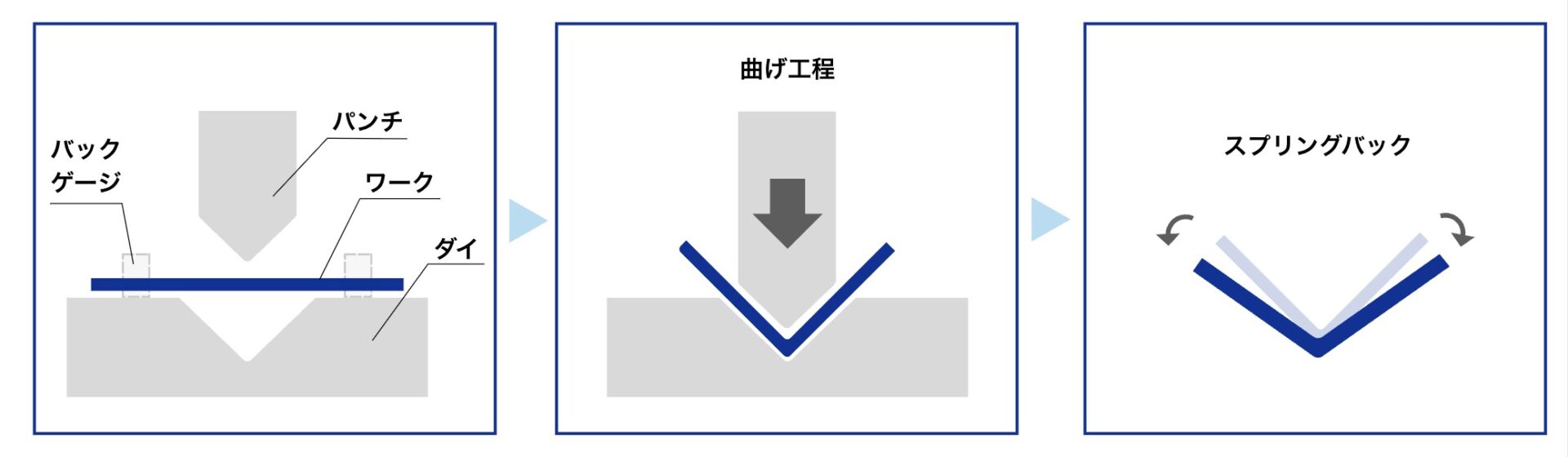
金属の曲げ加工は、「ダイ」と「パンチ」という2つの金型を使い、ワークを型にセットするところから始まります。ダイは下側に設置され、V字やU字などの溝があり、パンチはその溝に向かって上から押し込む上型です。
この2つの金型の動きによって、ワークが目的の角度に曲がります。ワークのセット位置のズレは仕上がりに大きく影響するため、通常バックゲージ(当て板)などのガイドを使い、正確に位置決めをしてから、曲げの工程に入ります。
金型の形状やサイズは、金属の厚みや曲げ角度に応じて決まります。精密な加工が求められる場合は、金型の摩耗や汚れにも注意が必要で、定期的なメンテナンスや洗浄が欠かせません。
パンチで力を加える:曲げ加工の瞬間
ワークを正しく配置したら、曲げ加工に移ります。この工程では、「加圧の強さ」と「押し下げる速度」のコントロールが仕上がりを左右します。
パンチが金属に触れると、素材は金型の形に沿ってゆっくりと変形していきます。この際、素材の種類や厚みに合わせた調整が欠かせません。例えば、厚い鋼板やステンレスは、強い力でじっくり押し込むことで割れやひびを防げます。一方、柔らかいアルミは、力が強すぎたり速度が速すぎたりすると、歪みや過度な変形を招く恐れがあります。
また、パンチの形状選びも重要です。先端R(半径)が小さいパンチは鋭角な曲げに適しており、丸みのあるパンチは緩やかなカーブを作るのに向いています。同じ90度の曲げでも、パンチの形によって金属の伸び方や表面のシワの出方が変わるため、用途やデザインに応じた使い分けが必要です。
単に押し込むだけでなく、「形・位置・力・速度」を管理することが、理想の形状と寸法精度を実現する鍵となります。
狙った角度に仕上げる:微調整と確認の工程
曲げ加工の後は、まず角度が設計どおりに仕上がっているかを確認します。この微調整こそが、製品の品質を左右する重要なステップです。金属には、曲げた後に元の形に戻ろうとする性質(スプリングバック)があるため、一度で理想の角度にならないことがあります。そのため、パンチの押し込み量を加減したり、あらかじめ深めに曲げたりといった高度な調整が必要です。
加工後はゲージなどで測定し、ズレがあれば「追い曲げ」で整えます。ただし、何度も曲げ直すと金属に負担がかかるため、一発で仕上げるのが理想です。特に精密部品では、1度未満のわずかな狂いも許されません。図面どおりの精度を実現するには、確かな経験と技術が必要です。
当社では、こうした細部の微調整まで徹底した、精度の高い金属加工を得意としています。加工に関するお悩みがあれば、ぜひお気軽にお問い合わせください。
\お気軽にご相談ください/
金属の曲げにはどんな種類がある?
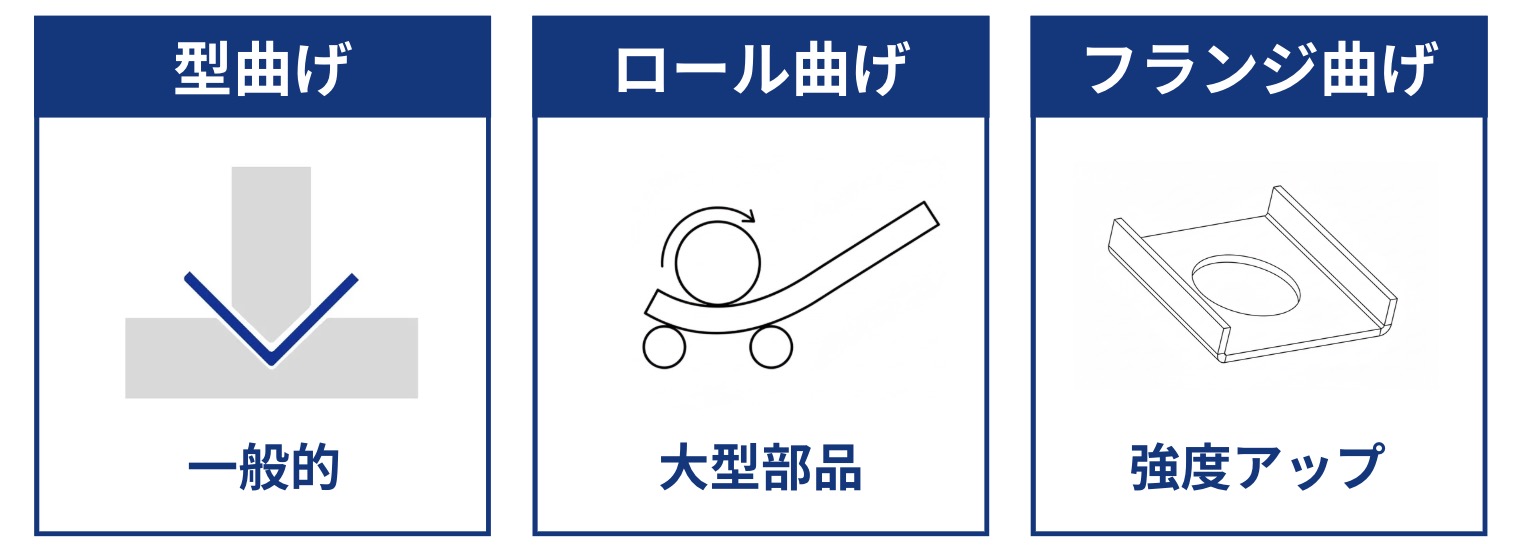
型曲げ
型曲げは板金加工で最も一般的な曲げ加工方法で、「パンチ(凸型)」と「ダイ(凹型)」という一対の金型を使って金属を曲げます。仕組みはとてもシンプルです。下の台(ダイ)に金属板を置き、上からパンチで押し込むことで、型の形通りに折り曲げます。定規をあてて紙をピシッと折るようなイメージです。
この方法は直線的でシャープな加工が得意なため、L字型やコの字型といった部品作りに最適です。一度セットすれば、何度繰り返しても全く同じ形に仕上がる「再現性の高さ」があり、大量の部品を安定した品質でつくることができます。板の厚みに合わせて型を選び、複数の工程を組み合わせることで、複雑な形状も美しく仕上げることができます。
ロール曲げ
ロール曲げは、金属の板をなめらかにカーブさせる加工方法です。回転する複数のローラーの間に板を通し、じわじわと圧力をかけながら少しずつ曲げていきます。この方法は、円筒形や緩やかな曲線をつくるのに最適です。身近なところでは、建物の排気ダクトや大型タンクの外装などに使われています。
最大の特徴は、ローラーの配置を調整することで、カーブの大きさを自由に変えられる点です。厚手の板でもムラなく均一に曲げられるため、大型部品の製造にも欠かせません。パスタマシーンのように板を転がしながら形づくる構造上、直角に折ることはできません。そのため、用途に合わせて「型曲げ」と使い分けることが、美しく仕上げるポイントです。
その他の曲げ加工
パイプ曲げ:配管や構造材に使われる加工法
パイプ曲げは、中が空洞のパイプを「潰さずに」美しく曲げる技術です。加工の際は、専用の機械を使ったり、中に「芯金(しんがね)」という支えを通したりして、パイプ特有の丸みを保ちます。この工夫により、内側が折れ曲がったり平らに潰れたりするのを防ぎます。
この技術は、エアコンの配管や自動車のマフラー、自転車のフレームなどで活用されています。
フランジ加工:端部を立ち上げて強度や接合性を高める
フランジ加工は、金属板の縁(ふち)を L字型などに折り曲げる加工です。最大のメリットは、板全体の強度が高まることです。ただの平らな板に比べて折れ曲がりにくくなるだけでなく、曲げた部分を「つなぎ目」として活用できるのが特徴です。例えば、その縁にボルト穴を開ければ、他の部品としっかり固定するための土台になります。
この技術は、高い強度が求められる機械のケースやカバー、ダクトの接続部などに使われています。
金属の曲げの注意点と失敗しないコツ
曲げ半径に注意して金属の割れを防ぐ
金属を曲げる際、最も注意すべきなのが「曲げ半径(曲がり角の丸み)」です。この丸みが小さすぎると、角の部分に大きな負担がかかり、ひび割れや破断の原因になります。特に、アルミのように粘り気の少ない素材や、ステンレスのように加工で硬くなりやすい素材は、急な角度で曲げると表面が割れやすいため注意が必要です。
失敗を防ぐポイントは、素材ごとの「最小曲げ半径(これ以上急に曲げてはいけない限界値)」を事前に確認することです。また、同じ金属でも製造方法によって硬さが変わります。例えば、常温で引き伸ばして作る「冷間圧延材」は、熱を加えて作る「熱間圧延材」よりも硬くて割れやすいため、丸みを大きめにとって余裕を持たせるのが基本です。
金属ごとの個性を理解し、無理のない条件で加工することが、割れのない美しい仕上がりにつながります。
スプリングバックを見込んで角度を調整する
金属を曲げたあと金型から離すと、バネのように「元の形に戻ろうとする力」が働き、角度がわずかに開いてしまいます。これを「スプリングバック」と呼びます。特にステンレスや高張力鋼(ハイテン材)のように、硬くて弾力のある素材ほど、この跳ね返りは大きくなります。
狙い通りの角度に仕上げるコツは、戻る分をあらかじめ計算して「少し深めに曲げる」ことです。例えば、最終的に90度にしたい場合は、87度や88度まで余分に押し込みます。そうすることで、金型を離したときにちょうど90度で止まるよう調整します。
この戻り具合は、素材の種類や厚み、使う金型によって変わります。初めての材料を扱うときは、まず端材で「試し曲げ」を行い、その素材特有の「クセ」を掴んでおくことが重要です。
まとめ:金属曲げの基本を押さえて上手に加工しよう
金属の曲げ加工は、1枚の板から自由な形をつくり出す便利な技術です。溶接でつなぐ必要がないため、丈夫で見た目も美しい構造を一度に実現できます。
加工方法は、直線的な「型曲げ」や、なめらかな曲線をつくる「ロール曲げ」、さらに「パイプ曲げ」など、目的に合わせて選ぶことができます。ただし、正確に仕上げるには、金属が戻ろうとする性質(スプリングバック)や割れやすさを踏まえ、力加減や金型を調整しなければなりません。
「図面通りにきれいに仕上がるか不安」「コストを抑えて大量に作りたい」といった悩みはありませんか?
当社では、豊富な実績と確かな技術で、お客様の課題を解決する最適なアイデアをご提案します。曲げ加工に関するご相談は、お気軽にお問い合わせください。
\お気軽にご相談ください/