シャーリング加工は、板金加工の現場で欠かせない金属切断方法です。この記事では、シャーリング加工とは何かという基礎から、切断機の種類や構造、基本的なやり方、鋼材別の注意点までを整理します。
さらに、メリット・デメリットや不良対策も解説し、現場で役立つ知識を初心者にもわかりやすくまとめます。
シャーリング加工とは?

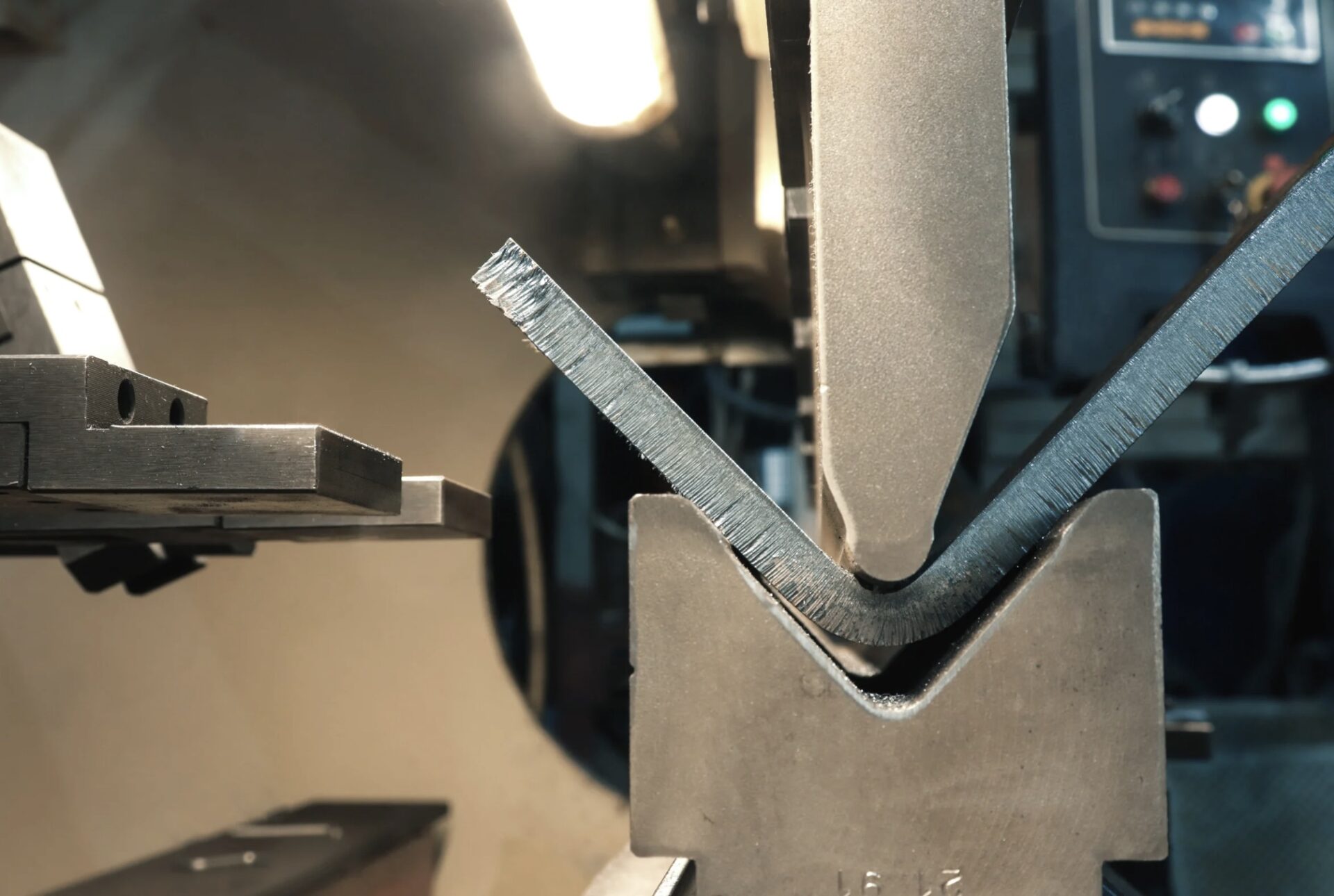
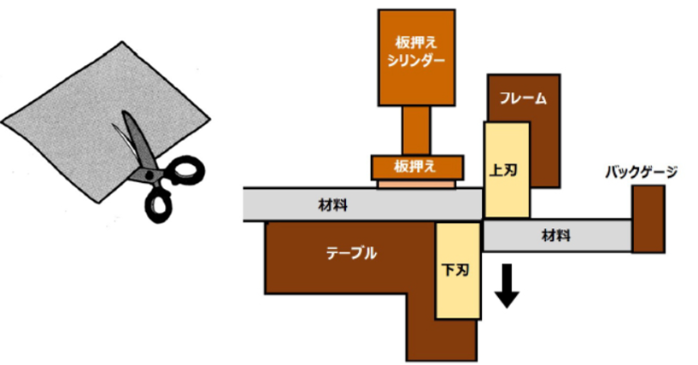
シャーリング加工とは、上下一対の刃を用い、金属の板材を「せん断」の力で切断する代表的な板金加工です。ハサミと同じ原理で、油圧式の機械(シャーリングマシン)を使い、指定の寸法に正確にカットします。
厚さ6mm超の厚板やアルミ材にも対応可能で、製造現場では曲げや溶接を行う前の主工程として利用されます。切断面のバリやダレに注意が必要ですが、大きいサイズの材料も効率的に切り出せるのが特徴です。
他の金属切断加工との違い
シャーリングはレーザー機と異なり、上下の刃によるせん断力で直線を一気に切断します。複雑な形状は不可ですが、大きな板材を迅速に寸法カットできるためコスト面で有利であり、製造の主工程で多く利用されます。
シャーリング加工とレーザー加工の比較一覧にまとめてみました。
| 項目 | シャーリング加工 | レーザー加工 |
| 切断原理 | 上下の刃による「せん断力」で切断 | 熱エネルギー(レーザー光)による溶融 |
| 得意な形状 | 直線のみ | 複雑な形状・曲線・穴あけが可能 |
| 切断スピード | 非常に迅速 | 形状の複雑さに応じて時間がかかる |
| コスト面 | 有利(低コスト) | 比較的高め(ガス代や電力が必要) |
| 主な用途 | 大板の寸法カット | 精密部品、複雑なデザインの切り出し |
| デメリット | 複雑な形状は加工不可 | 熱による材料の変質(ひずみ)の可能性 |
シャーリング加工が使われる代表的な場面
シャーリングは大型金属板を正確な寸法に切断する際に多用されます。油圧マシンで一気に切るため、板金加工の初動工程として不可欠です。曲げや溶接を行う前の素材のカット作業で、製造現場の効率を支えています。
下記の記事では、シャーリング加工による見積もりでコストを下げる方法を説明してるのでぜひ参考にしてください。
シャーリング切断機の種類と特徴
シャーリングマシンには、油圧式と機械式があり、材料の種類や厚みで使い分けます。強力な油圧タイプは、厚さ6mmを超える金属板の切断にも対応可能なパワーが特徴です。
高速なカット作業が得意な機械式など、アルミ等の素材や寸法、バリやダレの発生に注意しつつ、設置スペースに合わせ最適な機械を選択するのがポイントです。
刃によるせん断力を用いる原理は同じですが、製品形状に応じた使い分けが板金加工の精度を左右する主眼となります。
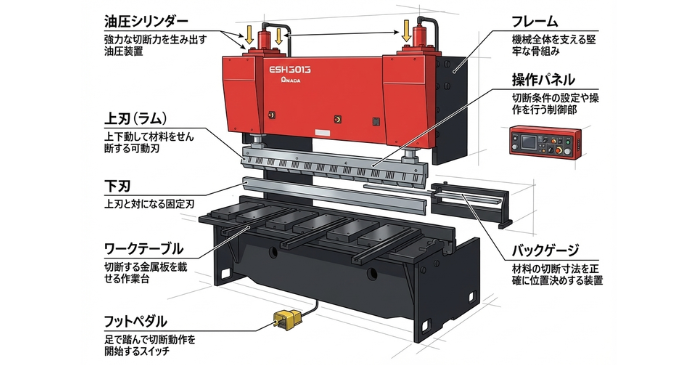
シャーリングマシンの基本構造
シャーリングマシンは固定の下刃と上下動する上刃、材料を固定する押さえ機で構成されます。油圧等の力で上刃を下げ金属板にせん断力を加える原理で、素材を正確な寸法にカットし、アルミや鋼材の切断を行います。
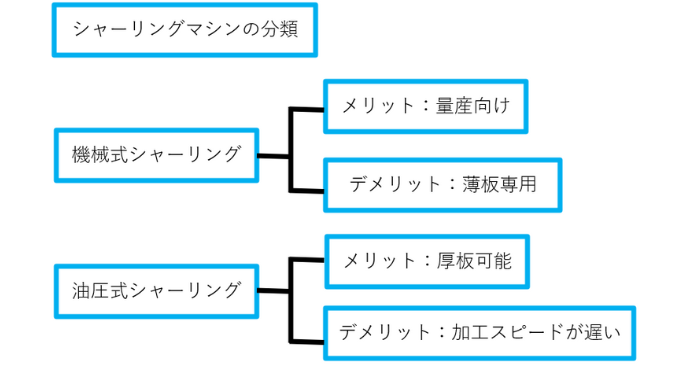
機械式と油圧式シャーリングマシンの特徴
機械式シャーリングは高速な切り出しが可能で、薄板の量産作業に多く使われます。油圧式マシンは強力な力で厚さ6mm超の厚材にも対応し、板金加工の主工程として利用されます。
上下一対の刃で金属板を挟みせん断を行う原理は同じですが、製品のサイズや形状、バリ・ダレへの注意など加工ポイントを考慮し、設置することが必要です。
機械式と油圧式シャーリングマシンの特徴をまとめてみました。
| 項目 | 機械式シャーリング | 油圧式シャーリング |
| 主な動力源 | モーター・フライホイール | 油圧シリンダー |
| 切断スピード | 高速 | 低速〜中速 |
| 対応可能な厚み | 主に薄板向き | 厚板(6mm超)にも対応可能 |
| 主な用途 | 大量生産、スピード重視の作業 | 厚材の切断、パワー重視の加工 |
| 加工精度・調整 | ストロークが一定で安定 | 圧力調整やストローク制御が容易 |
| 注意点 | バリやダレの発生に配慮が必要 | 定期的な油圧系統のメンテが必要 |
板金加工向けシャーリング設備の選び方
シャーリング設備の選定は、扱う板の厚さやサイズ、素材の種類で決まります。厚さ6mm超の鋼材なら油圧式、アルミの量産なら機械式が最適です。バリやダレを抑え、製品精度を保つための機械選びが板金加工の質を左右します。
機械式と油圧式シャーリングマシンの選び方をまとめてみました。
| 項目 | 機械式シャーリング | 油圧式シャーリング |
| 切断能力(板厚) | 主に薄板向き(量産に最適) | 厚板(6mm超)に強い |
| 寸法・形状の対応 | 中小サイズの定尺材が主 | 大型の素材や長尺材に強い |
| 加工の質(バリ・ダレ) | 高速切断によるバリの管理に注意が必要 | 圧力調整が容易で安定しやすい |
| メリット | 圧倒的な作業スピードと低ランニングコスト | 厚物でも歪みが少なく、安全性が高い |
シャーリング切断のやり方と加工手順
シャーリング加工の手順は、まず設計寸法に合わせてマシンのバックゲージを調整することから始まります。素材となる金属板を作業台に設置し、押さえ機で確実に固定した後、油圧等の力で上刃を降ろしてせん断を行います。
厚さ6mmの鋼材やアルミ材など、素材の種類に応じた適切なクリアランス設定が、バリやダレを抑える重要なポイントです。切断後は切り口の面を確認し、必要に応じて曲げや溶接などの次工程へ製品を送ります。
シャーリング加工の基本的なやり方
シャーリング加工は、まずバックゲージで寸法を合わせ、金属板を固定します。油圧式等のマシンで上刃を降ろしてせん断し、アルミ材を正確にカットします。バリやダレを抑える調整が作業の肝です。
加工前に行う材料と寸法の確認
シャーリング加工では、素材の種類や厚さ、寸法の事前確認が不可欠です。アルミや6mm厚の鋼材など、材料に合わせた適切な刃の隙間設定がバリやダレを防ぐポイントとなります。正確なサイズでのカットが後の曲げや溶接工程の質を左右します。
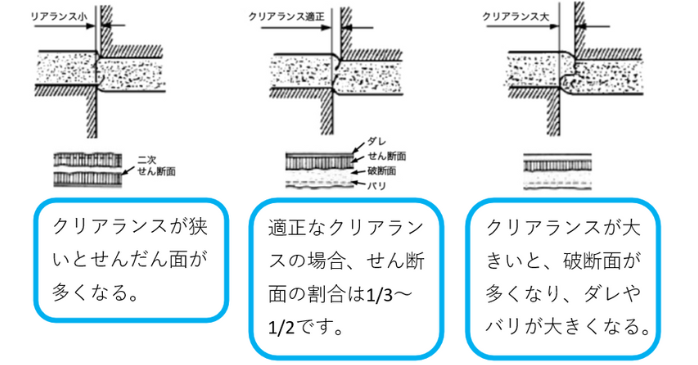
刃物クリアランス設定の考え方
シャーリング加工においてクリアランスの設定は、切断面の品質を左右する最重要ポイントです。適切な隙間は素材の厚さの約5%から10%が目安とされ、アルミ等の軟らかい材や6mm厚の鋼材など、金属の種類に応じて微調整が必要です。
この設定が不適切だと、製品に大きなバリやダレが発生し、後の曲げや溶接工程に悪影響を及ぼします。油圧式マシン等の特性を理解し、せん断力が正しく伝わるよう管理することが板金加工の基本です。
シャーリングによるクリアランス設定を整理してみました。
| 項目 | 内容・詳細 | 影響とポイント |
| クリアランスの目安 | 素材の厚さの約5%〜10% | 金属の種類(硬さ・粘り)や板厚に応じて微調整が必要。 |
| 素材別の考慮 | アルミ等の軟質材、6mm厚の鋼材など | 素材特性に合わせないと、せん断力が正しく伝わらない。 |
| 不適切な設定の影響 | 大きなバリ・ダレの発生 | 後工程の「曲げ」や「溶接」の精度・品質を低下させる。 |
| 品質管理の基本 | マシンの特性理解と隙間管理 | 油圧式等のマシン性能を活かし、綺麗な切断面を得るための最重要事項。 |
| 板金加工の質 | 切断面の品質向上 | 適切な設定が、製品全体の仕上がりを左右する。 |
加工後の寸法・切断面チェック方法
シャーリング加工後は、ノギス等で寸法を測り、切断面のバリやダレを確認します。アルミや6mm厚の鋼材など、素材ごとに異なる断面の状態を注視し、製品が許容範囲内にあるか検査を行うことが板金加工の基本です。
シャーリング加工に適した鋼材・金属材料

シャーリング加工は、鉄やステンレス、アルミといった金属板の切断に広く利用されています。一般鋼材だけでなく、最近では樹脂材のカットに対応する事例も増えていますが、素材の硬度や粘りにより刃の食い込み方が異なるため、適切なマシン選定が重要です。
特に厚さ6mmを超える鋼材や長尺の材には油圧式の力が必要であり、板厚に応じたクリアランス調整を行うことで、バリやダレを抑えた高品質な製品製造が可能となります。
シャーリングと鋼材加工の相性
シャーリングは直線切断に特化し、鉄やアルミ等の金属板と極めて好相性です。特に厚さ6mm以下の定尺材を素早く同じ寸法で切り出す作業に向いており、板金加工の現場で主軸となる高い生産性と精度を両立します。
素材別による、シャーリング加工の特性・ポイントを比較表で整理してみました。
| 項目 | 鉄(一般鋼材/SS材) | ステンレス(SUS) | アルミ(AL) |
| 切断のしやすさ | 標準的(基準となる素材) | 硬くて粘りがある | 軟らかくて軽い |
| クリアランス設定 | 板厚の約5~10% | 鉄より狭めに設定 | 鉄より広めに設定 |
| バリ・ダレの傾向 | 適切なら発生しにくい | バリが出やすく硬い | ダレが発生しやすい |
| 刃(上刃)の摩耗 | 標準的 | 非常に早い | 摩耗は少ない |
| 主な注意点 | 錆防止のため加工後の保管に注意 | 高硬度のためマシンへの負荷が大きい | 表面に傷がつきやすい |
| 加工精度 | 安定しやすい | 切断時の反りや歪みに注意 | 軟らかいため固定時の圧痕に注意 |
SS材・SPCCのシャーリング加工ポイント
SS材やSPCCのシャーリング加工は、板金加工の基本です。鉄系材料は切断特性が安定しており、板厚に応じた適切なクリアランス設定により、バリやダレを抑えた高精度な製品製造が可能です。油圧式マシン等の力を正しく伝え、美しい断面を実現しましょう。
SS材とSPCC シャーリング加工比較表をまとめてみました。
| 項目 | SS材(一般構造用圧延鋼材) | SPCC(冷間圧延鋼板) |
| 主な特徴 | 強度重視の「熱間圧延」材。表面に黒皮(酸化被膜)がある場合が多い。 | 精度重視の「冷間圧延」材。 |
| 板厚の傾向 | 中板〜厚板(2.3mm〜10mm超など)が多い。 | 薄板(0.5mm〜3.2mm程度)が主流。 |
| 切断時の感触 | 粘りがあり、厚いものは大きなせん断力が必要。 | 比較的サクッと切れやすく、断面も安定しやすい。 |
| クリアランス | 板厚が厚くなる分、ミリ単位での確実な調整が必須。 | 板厚が薄いため、より繊細な(狭い)クリアランス設定が求められる。 |
| 断面の仕上がり | 黒皮が剥離してバリのように見えることがある。 | 断面が非常に美しく、ダレも最小限に抑えやすい。 |
| 加工後の用途 | 溶接構造物や建築部材などの強度が求められる製品。 | 家電、自動車部品、精密機器など外観と精度が求められる製品。 |
板厚によるシャーリング加工の可否判断
シャーリング加工の可否は、使用するマシンの公称能力と素材の引張強度に依存します。一般的に鋼板用マシンはSS400相当を基準としており、同じ厚さでもステンレスのような硬い材や、逆に軟らかいアルミでは必要なせん断力が異なります。
特に6mm厚を超えるような厚板や長尺の材を切断する際は、油圧式マシンのパワーが必要ですが、機械の制限を超えた作業は激しいバリやダレを招き、刃を傷める原因となります。製品の寸法精度を保ち、安全に製造を行うためには、事前に板厚と機械能力を照らし合わせることが不可欠です。
素材別による、シャーリング加工の限界板厚と特性比較表をまとめてみました。
| 素材の種類 | 加工限界の目安(板厚) | 切断時の負荷・抵抗 | 加工時の特性と品質のポイント |
| 鉄 (SS400相当) | 〜 6.0mm | 標準(基準) | 最も安定した切断が可能。板厚に応じた標準的なクリアランスで精度が出やすい。 |
| ステンレス (SUS304等) | 〜 4.0mm程度 | 非常に大きい | 鉄より硬いため、対応可能厚が減少する。刃の摩耗が早く、バリが出やすいため注意が必要。 |
| アルミ (A5052等) | 〜 8.0mm程度 | 小さい | 軟らかいため厚物まで切断可能だが、粘りによる「ダレ」が発生しやすい。広めのクリアランス調整が鍵。 |
シャーリング加工のメリット・デメリット
シャーリング加工の最大のメリットは、金型を使わず直線カットを高速かつ低コストで行える点にあります。
レーザー切断等と比較しても、同じ寸法の板を大量に切り出す作業において圧倒的な生産性を誇り、油圧式マシンを利用すれば6mm厚を超える金属板も力強くせん断可能です。
一方で、構造上、複雑な曲線形状の切断には対応できず、切り口にバリやダレが発生しやすいというデメリットもあります。特にステンレスやアルミ等の素材では、刃のクリアランス調整を誤ると製品の品質が低下するため、素材特性に合わせた慎重な設定が求められます。
高速加工・量産に向いている理由
シャーリングは上下一対の刃で一気にせん断するため、レーザー等の点照射に比べ圧倒的な速度で切断可能です。金型不要で同じ寸法の板を連続して切り出せるため、板金加工の量産工程において高い生産性を誇ります。
他加工(レーザー・プラズマ)との比較
シャーリング加工は、レーザーやプラズマ切断と比較して直線切断の速度とコスト面で圧倒的に優れています。熱を使わず上下の刃で物理的にせん断する原理のため、材料に熱影響を与えず、溶接や曲げ等の後工程に影響する酸化被膜の発生もありません。
一方、レーザーは複雑な形状や穴あけが可能ですが、同じ寸法の板を大量に切り出す作業ならシャーリングの方が効率的です。板厚6mm以下の定尺材を素早く正確にサイズカットする用途では、現在も製造現場の主軸となる機械です。
下記の記事では、レーザー加工の見積もりについて説明されているので合わせて参考にしてください。
シャーリング加工でよくある不良・トラブル対策
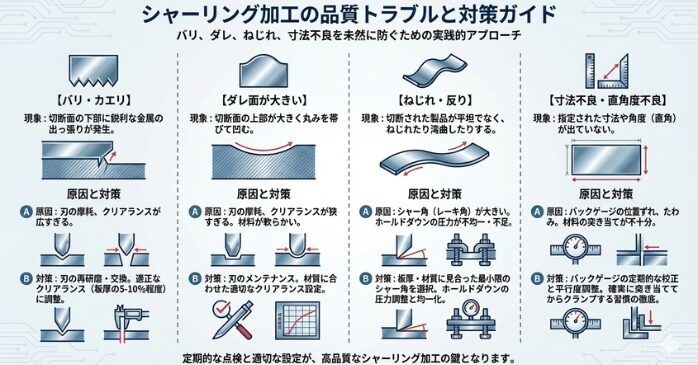
シャーリング加工で頻発する不良は、バリ、ダレ、ねじれの3点です。これらは主に刃のクリアランス設定や、素材の固定力の不足によって生じます。
特にステンレス等の硬い材やアルミ等の軟らかい金属は、鉄と同じ設定で作業を行うと断面が荒れやすく、後工程の溶接や曲げ加工に支障をきたします。
また、6mm厚付近の材料を切断する際は、油圧式マシンの圧力が適切でないと板が跳ね、寸法精度が狂う原因となるため、機械のメンテナンスと正確な条件設定が不可欠です。
切断面が荒れる原因と対処法
シャーリングで切断面が荒れる主な原因は、上下の刃の隙間であるクリアランスの不適合です。素材の厚みに対し隙間が広すぎるとバリやダレが目立ち、狭すぎると二段せん断が生じます。
刃の摩耗や固定不足にも注意し、油圧マシンの圧力を適切に調整して作業を行うことが重要です。
バリ・だれが発生する理由
シャーリングのバリやダレは、上刃が板を押す力で素材が塑性変形し、引きちぎられる原理で生じます。板厚に対し刃の隙間が広すぎると金属が逃げてダレが大きくなり、狭すぎると無理な力がかかりバリが目立ちます。
寸法ズレが起きる原因
シャーリングの寸法ズレは、バックゲージの固定不足や切断時の板の跳ね上がりが主因です。特に油圧式マシンで厚い板を叩く際、押さえの力が足りないと材料が逃げて角度が狂い、製品の仕上がりサイズに影響します。
シャーリング刃の摩耗と交換目安
シャーリングの刃は消耗品であり、摩耗が進むとバリの増大や製品の寸法精度低下を招きます。特にステンレス等の硬い材や6mm厚の板を多く切断する環境では、刃角の丸みを定期的に点検し、油圧マシンの負荷異常に注意を払う必要があります。
安定したシャーリング加工を行うコツ
安定したシャーリング加工には、素材の厚みや種類に応じた適正なクリアランス設定と、油圧マシンによる確実な材料固定が不可欠です。刃の摩耗を定期的に点検し、バリやダレを抑えることで、後工程の溶接や曲げ加工に繋がる高精度な製品製造が可能となります。
リョーユウ工業にご相談ください

リョーユウ工業では、主にシャーリング(切断)加工、タレットパンチ加工、プレーナー加工、レーザー加工、曲げ加工、面取り加工、溶接加工を行っています。塗装に関しても協力会社を通じて対応することが可能です。
リョーユウ工業の技術
リョーユウ工業は、年間50,000件もの加工実績があり、幅広い素材や形状に対応できることが強みです。また、最新の設備を導入しており、高精度な加工が可能です。さらに、小ロットから大ロットまで対応できるため、様々なニーズに対応できます。
- シャーリング(切断)加工
- タレットパンチ加工
- プレーナー加工
- レーザー加工
- 曲げ加工
- 面取り加工
- 溶接加工
他社で断られた案件でも、リョーユウ工業なら解決できるかもしれません。リョーユウ工業に依頼しても駄目なら他でもできない最大の信頼をもらえる会社を目指しています。
シャーリング加工まとめ
シャーリング加工は、刃物で板材を直線的に切断する金属加工の基本工程です。この記事では、シャーリング加工の原理や他の切断方法との違い、切断機の種類と特徴、基本的な加工手順を解説しました。
さらに、鋼材別の加工ポイントやメリット・デメリット、不良やトラブルの対策まで整理しています。基礎を押さえることで、安定した品質と効率的なシャーリング加工につながります。